En escenarios donde las condiciones operativas extremas y los requisitos de alta precisión se han convertido en cuellos de botella técnicos, la tecnología de sellado cerámico-metálico representa un nuevo avance. No se trata de un simple proceso de unión, sino de una tecnología que logra el rendimiento combinado de cerámicas y metales mediante la regulación de las propiedades de los materiales y los parámetros del proceso. Su valor de ingeniería ha sido plenamente verificado en semiconductores, aeroespacial y equipos médicos.
I. El núcleo del diseño: Complementación del rendimiento
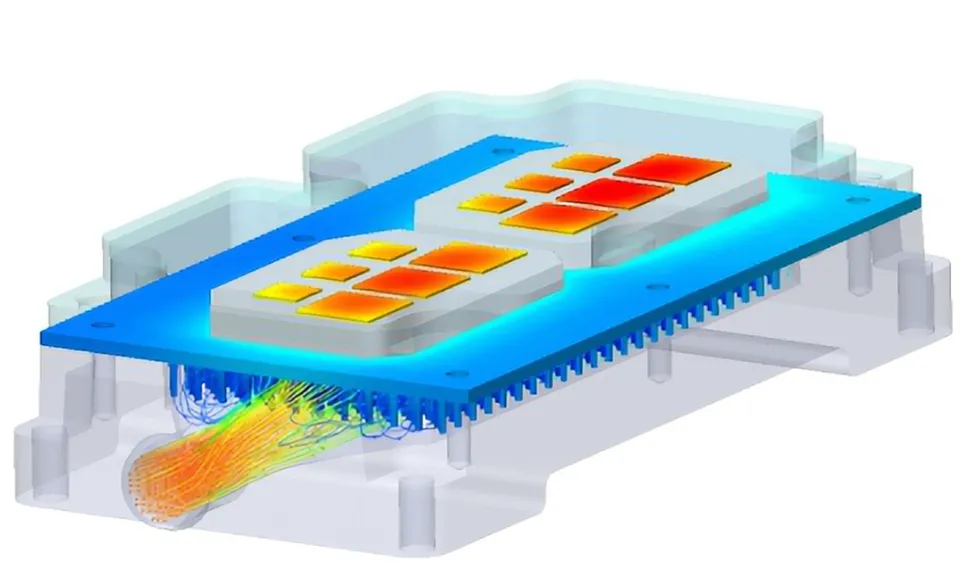
En el diseño de ingeniería, las limitaciones de rendimiento de un solo material a menudo se convierten en un obstáculo para las mejoras del producto, y la ventaja de la tecnología de sellado cerámico-metálico radica en lograr la complementariedad del rendimiento de ambos tipos de materiales. Desde la perspectiva de los materiales, la selección de materiales cerámicos se centra en los requisitos funcionales esenciales; la selección de materiales metálicos debe equilibrar el soporte estructural y la adaptación funcional. En la práctica de la ingeniería, utilizamos el Análisis de Elementos Finitos (AEF) para simular la distribución de tensiones térmicas durante los ciclos de temperatura, optimizar la combinación de cerámicas y metales, y garantizar que las uniones mantengan su integridad estructural ante cambios extremos de temperatura (de -269 °C a 450 °C). Esta lógica de diseño se ha aplicado con éxito en componentes de motores aeroespaciales.

II. Un sistema de fabricación preciso y controlable
La implementación de la tecnología de sellado cerámica-metal se basa en la ejecución precisa de tres procesos clave, y cada paso debe controlar estrictamente los parámetros del proceso para garantizar la calidad de la unión.
La tecnología de soldadura fuerte con metales activos es conocida por su eficiencia en aplicaciones de ingeniería. Al añadir elementos activos como titanio y circonio al metal de aporte para soldadura fuerte, se forma una capa de reacción estable con la superficie cerámica a altas temperaturas, logrando una unión a nivel atómico. En la producción real, es necesario controlar con precisión la temperatura de soldadura fuerte (705 °C-1300 °C), el grado de vacío (inferior a 1 × 10⁻⁴ torr) y el tiempo de mantenimiento. Para materiales especiales como el zafiro o las cerámicas no óxidas, también es necesario optimizar el contenido de elementos activos para garantizar que la resistencia al corte de la unión no sea inferior a 20 MPa. Este proceso se ha utilizado ampliamente en la producción en masa de grandes componentes cerámica-metal.
El proceso de metalización con molibdeno-manganeso es una solución clásica para el sellado de cerámica de alúmina. Desde el punto de vista de la ingeniería, requiere múltiples etapas, como el pretratamiento de la superficie cerámica, el recubrimiento con pasta de molibdeno-manganeso, la sinterización a alta temperatura (1300 °C-1600 °C) y la deposición de níquel. La clave reside en controlar el espesor (generalmente de 5 a 10 μm) y la porosidad de la capa metalizada, así como en la monitorización en tiempo real de la calidad del recubrimiento mediante fluorescencia de rayos X (XRF) para garantizar la formación de uniones densas sin poros ni grietas durante la soldadura posterior. La tasa de éxito de este proceso para cerámicas de alúmina del 85 % al 99 % puede superar el 99,5 %.
El enfoque de ingeniería de la tecnología de sellado vitrocerámico se centra en la regulación de la cristalización de la fase vítrea. Mediante un control preciso de la velocidad de calentamiento (5-10 °C/min) y el tiempo de mantenimiento, el vidrio se transforma de un estado amorfo a un material cristalino que combina la resistencia a altas temperaturas de la cerámica con la compatibilidad con metales. Este proceso es especialmente adecuado para sellar metales con altos coeficientes de dilatación térmica, como el acero inoxidable 304/316, y ofrece una mayor fiabilidad de sellado que los procesos tradicionales en condiciones de alto vacío (1 × 10⁻¹⁰ atm cc/s helio) y alta presión (superior a 25 000 psig).
III. Control integral del proceso: del diseño a la validación
En la práctica de la ingeniería, el valor de la tecnología de sellado cerámica-metal se refleja en última instancia en escenarios de aplicación específicos, y cada tipo de aplicación corresponde a un esquema de diseño y validación único.
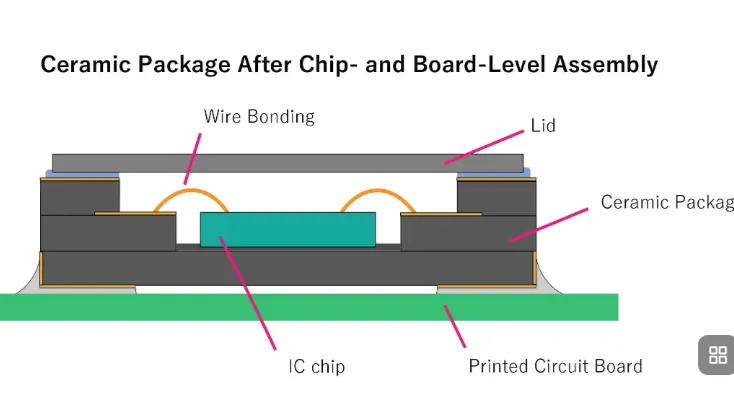
En los equipos de fabricación de semiconductores, los pasamuros herméticos que diseñamos deben cumplir con los requisitos de sellado al ultra alto vacío y de transmisión precisa de señales. Al optimizar los parámetros geométricos de la estructura de unión y adoptar el proceso de molibdeno-manganeso para sellar la cerámica de alúmina con acero inoxidable, la tasa de fuga se puede controlar por debajo de 1×10⁻¹⁰ Atm cc/s He mediante pruebas de fugas por espectrometría de masas de helio. Al mismo tiempo, garantiza que la relación de onda estacionaria de voltaje (VSWR) sea inferior a 1,5 durante la transmisión de señal de alta frecuencia de 13,56 MHz, adaptándose completamente a las necesidades.de equipos de procesamiento de plasma en la fabricación de obleas.
Las aplicaciones en el sector aeroespacial exigen mayor resistencia de los componentes sellados a entornos extremos. En el diseño de componentes de motores de alta temperatura, se seleccionan aleaciones de zafiro y níquel para la soldadura fuerte de metales activos, y la estabilidad de la unión se verifica mediante pruebas de choque térmico (ciclos de -200 °C a 450 °C) para garantizar la ausencia de grietas o fallos bajo un gradiente de temperatura de 25 °C/min. Los componentes sellados en instrumentos satelitales deben equilibrar la ligereza y la resistencia a las vibraciones. Al optimizar el espesor del material y la estructura de la unión, se reduce el peso del componente sin comprometer la resistencia mecánica, y el rendimiento se mantiene estable tras pruebas de vibración aleatoria (10-2000 Hz, 0,04 g²/Hz).
El diseño de componentes sellados en el sector de equipos médicos debe equilibrar la biocompatibilidad y la estabilidad de la esterilización. En el sellado de electrodos de equipos de diagnóstico, se utiliza tecnología de sellado vitrocerámico para conectar la cerámica con acero inoxidable médico. Tras 50 ciclos de esterilización con vapor a alta presión a 121 °C, no se observa una atenuación significativa en la estanqueidad de la unión ni en el rendimiento eléctrico; los componentes sellados en instrumentos quirúrgicos optimizan el proceso de recubrimiento metálico para garantizar la ausencia de precipitación de metales pesados, cumpliendo con las normas de biocompatibilidad (ISO 10993).
IV. Prácticas de ingeniería en optimización de procesos y control de calidad
En la producción a gran escala, durante la etapa de preparación del polvo cerámico, se utiliza la tecnología de secado por pulverización para controlar la distribución del tamaño de partícula (D50 = 5-10 μm) y garantizar una densidad de moldeo uniforme; durante el proceso de moldeo, se emplea el prensado en seco (apropiado para la producción en masa) o el prensado isostático (apropiado para estructuras complejas) para asegurar que la tolerancia dimensional del cuerpo verde se mantenga dentro de ±0,5%; durante la etapa de sinterización, se utilizan hornos túnel para lograr una sinterización con control preciso de temperatura durante 12-120 horas, y la tasa de contracción del cuerpo cerámico se controla en torno al 20% para garantizar la precisión dimensional final.
En la etapa de verificación de calidad, en cuanto al rendimiento mecánico, se utiliza una máquina de ensayos universal para comprobar la resistencia al corte de la unión, que debe ser de al menos 15 MPa; el rendimiento de sellado se comprueba al 100% mediante un detector de fugas con espectrómetro de masas de helio. El rendimiento eléctrico se verifica mediante un comprobador de resistencia de aislamiento y un comprobador de tensión de ruptura para verificar la resistencia de aislamiento y la tensión de ruptura; la calidad microscópica se observa con un microscopio electrónico de barrido (MEB) para asegurar la ausencia de grietas, poros y otros defectos en la interfaz de unión. Asimismo, seguimos estrictamente el sistema de calidad ISO 9001:2000 y las directivas RoHS para garantizar que los productos cumplan con los requisitos de la industria.
Siempre nos hemos orientado a resolver problemas prácticos de ingeniería. Cada avance en la tecnología de sellado cerámico-metálico surge de una profunda comprensión de las necesidades de la aplicación y la búsqueda constante de los detalles del proceso. A medida que la fabricación de alta gama evoluciona hacia la precisión, la extremización y una larga vida útil, esta tecnología seguirá siendo un pilar fundamental, proporcionando garantías fiables para la realización de ingeniería de diversos productos de vanguardia e impulsando el progreso continuo del campo de la fabricación avanzada.
Declaración: Este es un artículo original de INNOVACERA®. Por favor, indique el enlace de origen al reimprimir: https://www.innovacera.com/es/sin-categorizar/tecnologia-de-sellado-ceramica-metal-el-pilar-fundamental-de-la-fabricacion-de-alta-gama.html.



 enquiry
enquiry