.svg)
In scenarios where extreme operating conditions and high-precision requirements have become technical bottlenecks, ceramic-metal sealing technology represents a new breakthrough. It is not a simple joining process, but a technology that achieves the collaborative performance of ceramics and metals by regulating material properties and process parameters. Its engineering value has been fully verified in semiconductors, aerospace, and medical equipment.
I. The Core of Design: Performance Complementation
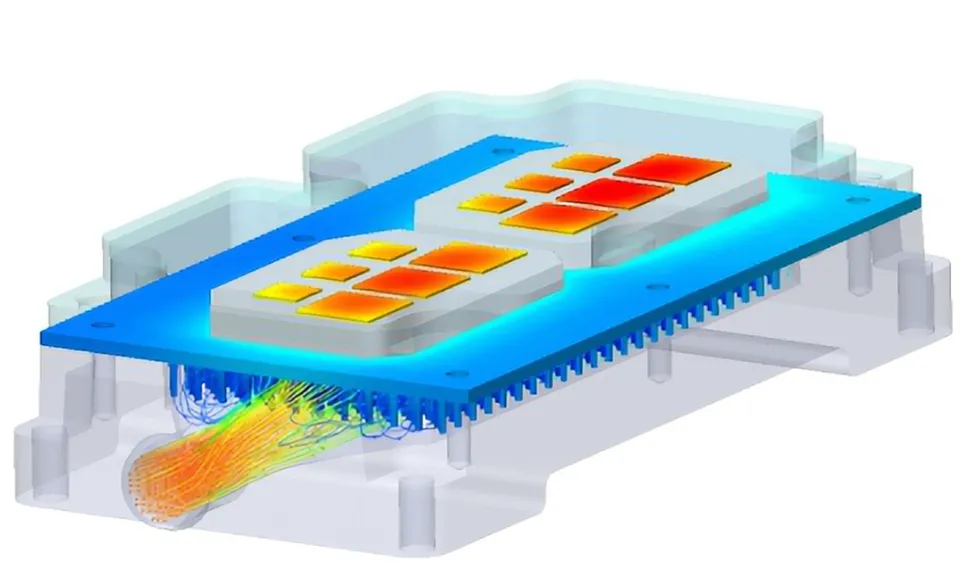
In engineering design, the performance limitations of a single material often become a constraint on product upgrades, and the advantage of ceramic-metal sealing technology lies in realizing the performance complementarity of the two types of materials. From the perspective of materials, the selection of ceramic materials focuses on core functional requirements; the selection of metal materials must balance structural support and functional adaptation. In engineering practice, we use Finite Element Analysis (FEA) to simulate the thermal stress distribution during temperature cycles, optimize the pairing scheme of ceramics and metals, and ensure that the joints can maintain structural integrity under extreme temperature changes (-269°C to 450°C). This design logic has been successfully applied in aerospace engine components.

II. A Precise and Controllable Manufacturing System
The engineering implementation of ceramic-metal sealing technology relies on the precise execution of three core processes, and each step must strictly control process parameters to ensure joint quality.
Active metal brazing technology is known for its efficiency in engineering applications. By adding active elements such as titanium and zirconium to the brazing filler metal, it forms a stable reaction layer with the ceramic surface at high temperatures to achieve atomic-level bonding. In actual production, we need to precisely control the brazing temperature (705°C-1300°C), vacuum degree (below 1×10⁻⁴ torr), and holding time. For special materials such as sapphire or non-oxide ceramics, it is also necessary to optimize the content of active elements to ensure that the shear strength of the joint is not less than 20MPa. This process has been widely used in the mass production of large ceramic-metal components.
The molybdenum-manganese metallization process is a classic solution for alumina ceramic sealing. Engineering-wise, it needs to go through multiple steps such as ceramic surface pretreatment, molybdenum-manganese paste coating, high-temperature sintering (1300°C-1600°C), and nickel plating deposition. The key lies in controlling the thickness (usually 5-10μm) and porosity of the metallized layer, and real-time monitoring of the plating quality through X-ray Fluorescence (XRF) to ensure the formation of dense joints without pores or cracks during subsequent brazing. The success rate of this process for 85%-99% alumina ceramics can reach more than 99.5%.
The engineering focus of glass-ceramic sealing technology is the regulation of glass phase crystallization. By precisely controlling the heating rate (5-10°C/min) and holding time, the glass is transformed from an amorphous state to a crystalline material with both ceramic’s high-temperature resistance and metal compatibility. This process is particularly suitable for sealing metals with high thermal expansion coefficients such as 304/316 stainless steel, and shows better sealing reliability than traditional processes in high-vacuum (1×10⁻¹⁰ Atm cc/sec He) and high-pressure (above 25,000 psig) scenarios.
III. Full-Process Control from Design to Validation
In engineering practice, the value of ceramic-metal sealing technology is ultimately reflected through specific application scenarios, and each type of application corresponds to a unique design and validation scheme.
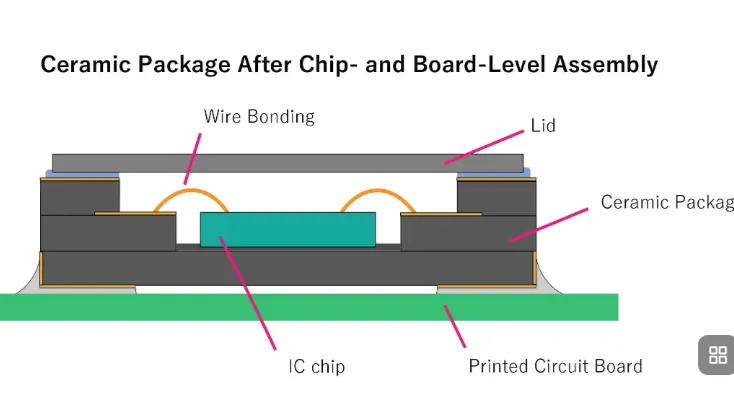
In semiconductor manufacturing equipment, the hermetic feedthroughs we designed need to meet both ultra-high vacuum sealing and precise signal transmission requirements. By optimizing the geometric parameters of the joint structure and adopting the molybdenum-manganese process to seal alumina ceramics with stainless steel, the leak rate can be controlled below 1×10⁻¹⁰ Atm cc/sec He through helium mass spectrometry leak testing. At the same time, it ensures that the Voltage Standing Wave Ratio (VSWR) is less than 1.5 during 13.56MHz high-frequency signal transmission, fully adapting to the needs of plasma processing equipment in wafer manufacturing.
Applications in the aerospace field place higher requirements on the ability of sealed components to resist extreme environments. In the design of high-temperature engine components, sapphire and nickel-based alloys are selected for active metal brazing, and the stability of the joint is verified through thermal shock testing (-200°C to 450°C cycles) to ensure no cracking or failure under the working condition of a temperature gradient of 25°C/min; the sealed components in satellite instruments need to balance lightweight and vibration resistance. By optimizing the material thickness and joint structure, the component weight is reduced while meeting the mechanical strength, and the performance remains stable after random vibration testing (10-2000Hz, 0.04g²/Hz).
The design of sealed components in the medical equipment field must balance biocompatibility and sterilization stability. In the electrode sealing of diagnostic equipment, glass-ceramic sealing technology is used to connect ceramics with medical stainless steel. After 50 cycles of 121°C high-pressure steam sterilization, there is no significant attenuation in joint tightness and electrical performance; the sealed components in surgical instruments optimize the metal plating process to ensure no heavy metal precipitation, complying with biocompatibility standards (ISO 10993).
IV. Engineering Practice in Process Optimization and Quality Control
In large-scale production, during the ceramic powder preparation stage, spray drying technology is used to control the particle size distribution (D50=5-10μm) to ensure uniform molding density; during the molding process, dry pressing (suitable for mass production) or isostatic pressing (suitable for complex structures) is adopted to ensure that the dimensional tolerance of the green body is controlled within ±0.5%; during the sintering stage, tunnel kilns are used to achieve precise temperature-controlled sintering for 12-120 hours, and the shrinkage rate of the ceramic body is controlled at about 20% to ensure the final dimensional accuracy.
In the quality verification link, in terms of mechanical performance, a universal testing machine is used to test the shear strength of the joint, which is required to be not less than 15MPa; the sealing performance is 100% tested by a helium mass spectrometer leak detector; the electrical performance is verified by an insulation resistance tester and a withstand voltage tester to check the insulation resistance and breakdown voltage; the microscopic quality is observed by a Scanning Electron Microscope (SEM) to ensure no cracks, pores and other defects at the joint interface. At the same time, we strictly follow the ISO 9001:2000 quality system and RoHS directives to ensure that the products meet industry compliance requirements.
We have always been oriented towards solving practical engineering problems. Every breakthrough in ceramic-metal sealing technology stems from a deep understanding of application needs and the ultimate pursuit of process details. As high-end manufacturing develops towards precision, extremization, and long service life, this technology will continue to serve as a core support, providing reliable guarantees for the engineering realization of various cutting-edge products and promoting the continuous progress of the advanced manufacturing field.
Declaration: This is an original article of INNOVACERA®. Please indicate the source link when reprinting: https://www.innovacera.com/news/ceramic-metal-sealing-technology-the-core-support-of-high-end-manufacturing.html.

 Enclosure")

 Enquiry
Enquiry