
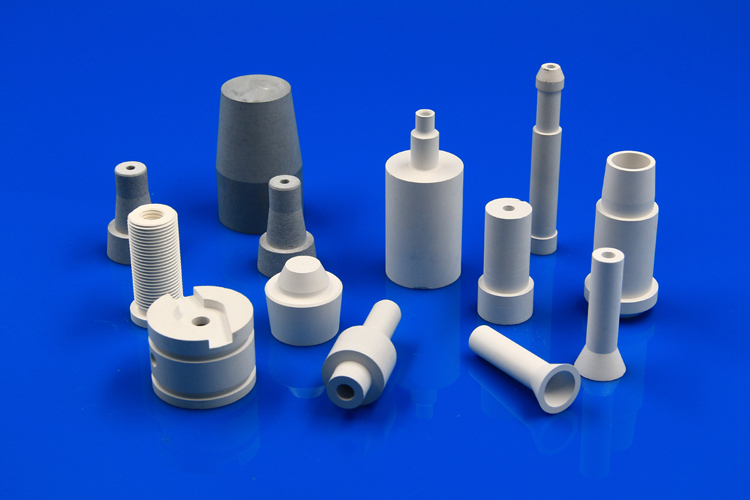
高品質のセラミック絶縁体にMo/Mn メタライゼーションを施し、メッキ処理を施すことで、メタライゼーション後に表面に錫コーティングを施し、ロウ付けやはんだ付けによる金属部品への接着性を高め、濡れ性を向上させます。 金属化端子ブッシングは、セラミックと金属の接合プロセスにおいて広く利用されています。高電圧真空装置半導体製造装置電力装置医療分析装置宇宙・原子力発電装置 密閉シールされた端子ブッシングま…
高品質のセラミック絶縁体にMo/Mn メタライゼーションを施し、メッキ処理を施すことで、メタライゼーション後に表面に錫コーティングを施し、ロウ付けやはんだ付けによる金属部品への接着性を高め、濡れ性を向上させます。 金属化端子ブッシングは、セラミックと金属の接合プロセスにおいて広く利用されています。高電圧真空装置半導体製造装置電力装置医療分析装置宇宙・原子力発電装置 密閉シールされた端子ブッシングま…
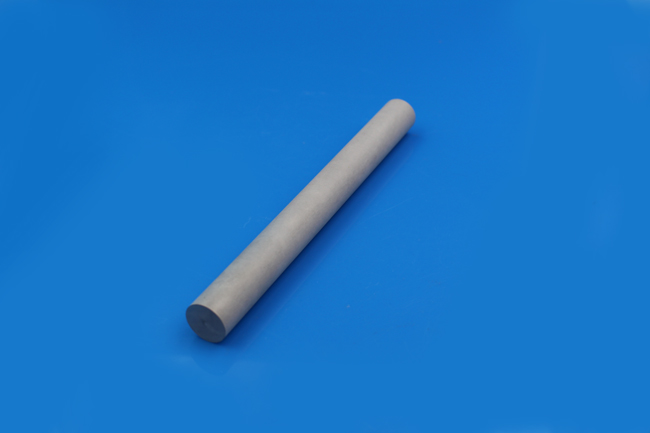
近年、粉末冶金(MIM)と3Dプリンティング(AM)の急速な発展により、複雑な部品の製造における応用がますます広がっています。金属3Dプリンティング技術の原料は、真球度が高く粒度分布が狭い金属粉末です。この粉末製造法では、金属合金を溶融し、窒化ホウ素ノズルから吐出します。ノズル出口では、高圧空気流を用いて金属液体を霧化し、冷却しながら球状粒子へと変化させます。 3Dプリントと射出成形の違いは、3…

モリブデン/マンガンメタライゼーションは、 セラミックと金属のろう付けアセンブリの技術を開発し、高い機械的強度と優れた電気絶縁性を提供します。 当初は真空電子機器に使用され、徐々に半導体、集積回路、電気光源、高エネルギー物理学、航空宇宙、化学工業、冶金、計測機器および機械製造などの産業分野に応用されました。 したがって、良好な真空ろう付けを行うには、材料の選択方法がますます重要になります。ここでは…

高温電子パッケージ窒化ホウ素 は優れた熱伝導性と電気絶縁性を備え、高温環境下でも安定して動作するため、高温電子パッケージング分野で広く使用されています。窒化ホウ素は、セラミック基板、チップキャリア、ヒートシンクなどのデバイスの封止材料として使用でき、電子機器の信頼性と安定性を向上させます。パワーエレクトロニクスの放熱パワーエレクトロニクス分野において、高出力密度のパワーエレクトロニクスデバイスは大…
-現代技術の独自の利点先進セラミック材料であるマグネシウム安定化ジルコニアセラミック(MSZ)は、高融点、高硬度、優れた耐摩耗性、高靭性、良好な熱安定性、耐腐食性、高強度といった特性を有しています。航空宇宙、エネルギー、医療機器、エレクトロニクス分野など、幅広い応用が期待されており、現代科学技術の発展に新たな可能性をもたらします。 ジルコニアセラミックスの基本特性ジルコニアセラミックは、高融点、…
BAN combines Aluminum Nitride with Boron Nitride, a hybrid machinable Aluminum Nitride ceramic with excellent thermal conductivity, high strength, and resistance to thermal shock. Innovacera provides …
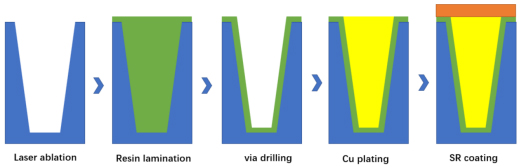
TCV(セラミックビア貫通)相互接続技術は、高密度3次元パッケージングの革新的なアプローチです。従来の セラミック基板のメタライゼーション 方式では、穴の中に液体が残留したり、接着力が弱かったり、銅の充填が不完全だったりするなどの課題に直面することがよくあります。しかし、TCV技術では、セラミックビアに銅ペーストを充填する方法を採用しており、プロセスが簡単で、充填が完全で、接着力が強く、コストが低…
窒化アルミニウムセラミックスは、主に窒化アルミニウムで構成され、高い熱伝導性、優れた絶縁性、低い誘電率などの優れた特性を備えています。窒化アルミニウムの結晶構造は、共有結合した四面体ユニットで構成され、六方晶系の中でスピネル型構造を示します。化学組成はアルミニウム65.81%、窒素34.19%、密度3.261g/cm3で、外観は白色または灰白色で、単結晶は無色透明です。これらのセラミックスは、標準…

窒化ケイ素セラミックグロープラグは、ディーゼルエンジンの始動予熱および各種高温ガスの点火に使用されます。本製品は、加熱部のベース材料に窒化ケイ素セラミックスを採用しており、金属スリーブ式グロープラグの耐高温性が低い、寿命が短い、予熱時間が長いなどの問題を克服しています。以下は当社製品の詳細情報です。 電気的特性定格電圧:8V、12V、16V、18V、24V周波数:50/60Hz定格電力:35W~7…
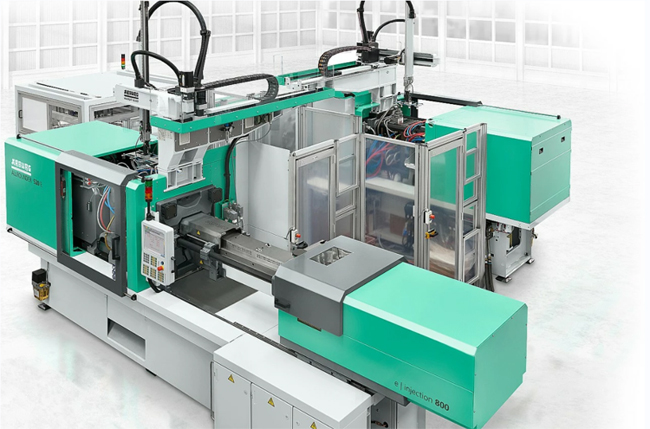
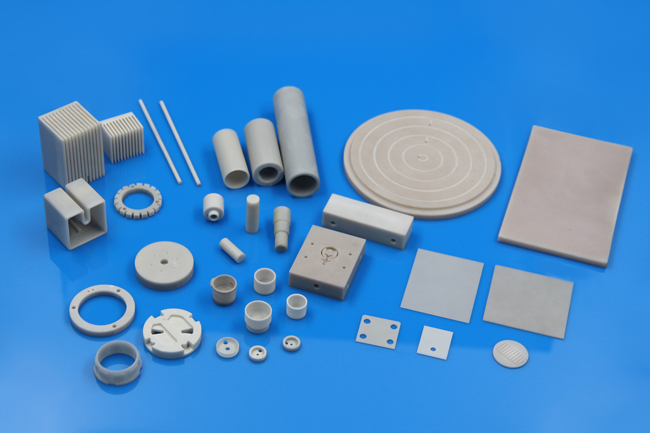
粉末射出成形(PIM)は、金属やセラミックスから複雑な形状の高性能部品を量産することに重点を置いた部品製造プロセスであり、金属射出成形(MIM)とセラミック射出成形(CIM)を組み合わせたものです。プラスチック成形と焼結粉末技術を組み合わせたものです。 金属射出成形(MIM)とは何 金属射出成形(MIM)は、プラスチック射出成形と粉末冶金という2つの確立された技術を融合したものです。これにより…