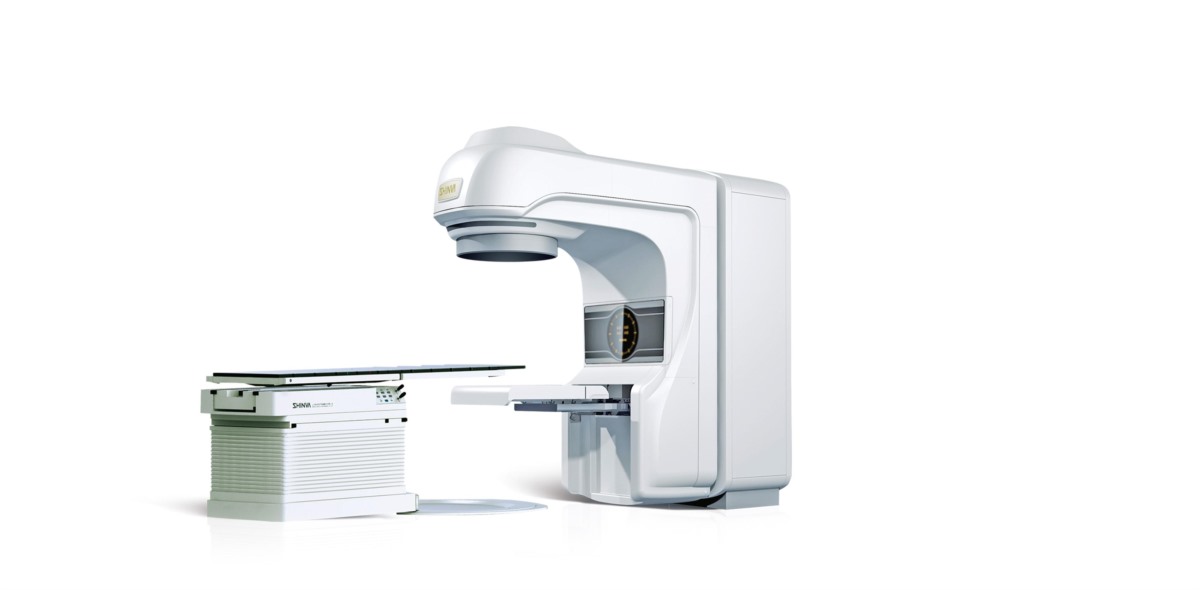
電子銃はどんな役割を果たしますか。電子ビーム(EB)加速器は電磁場を利用して高エネルギー電子を光速に近づける先進的な装置です。これらの加速された電子ビームは、材料加工、滅菌、医学放射線治療、科学研究を含む様々な工業的および科学的応用に使用されています。EB加速器は、電子を放出する電子銃、電子を加速し、集束する一連の電磁コンポーネント(例えば発振室と磁石)、および高エネルギー電子ビームをその所定の目…
電子銃はどんな役割を果たしますか。電子ビーム(EB)加速器は電磁場を利用して高エネルギー電子を光速に近づける先進的な装置です。これらの加速された電子ビームは、材料加工、滅菌、医学放射線治療、科学研究を含む様々な工業的および科学的応用に使用されています。EB加速器は、電子を放出する電子銃、電子を加速し、集束する一連の電磁コンポーネント(例えば発振室と磁石)、および高エネルギー電子ビームをその所定の目…
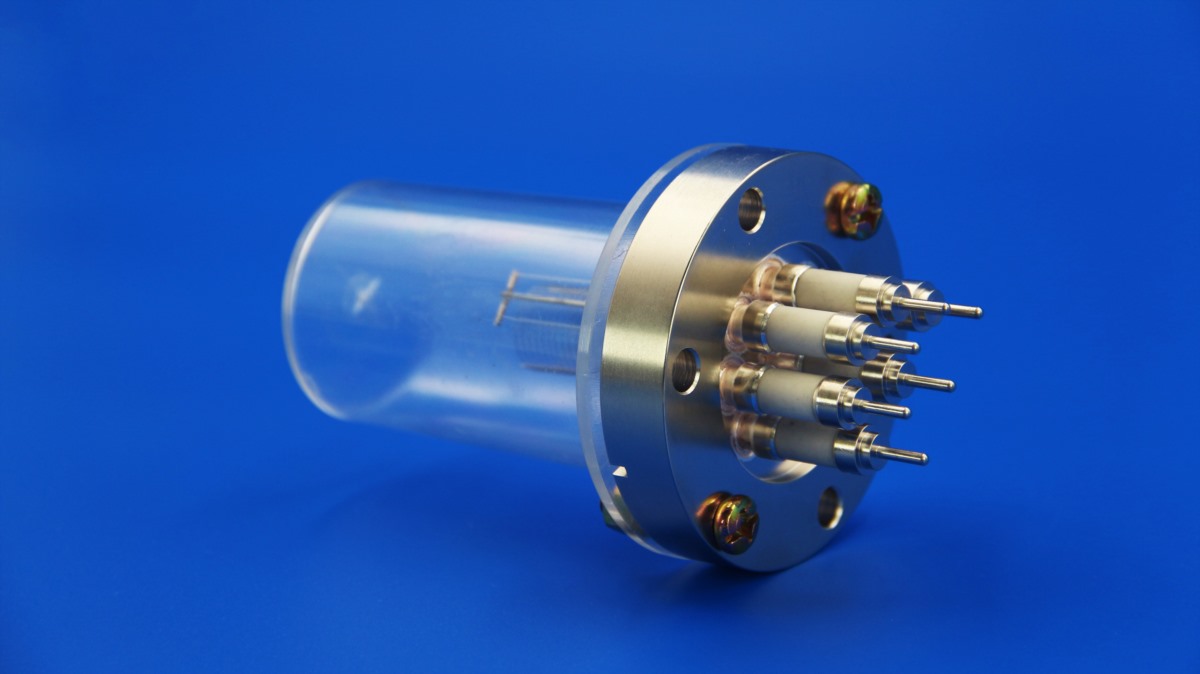
正確な真空度を維持する必要がある業界や研究分野では、高真空イオン化計 は不可欠なツールです。この精密装置は、ガス分子のイオン化を利用して室内の真空度を測定することを目的としています。当社は、先進的なセラミック製品のトップメーカーであり、研究所、産業用途、科学研究に不可欠な高真空イオン化ゲージを製造しています。 高真空イオン化計の仕組みは?高真空イオン化計は、専用のチャンバー内でガス分子をイオン化す…
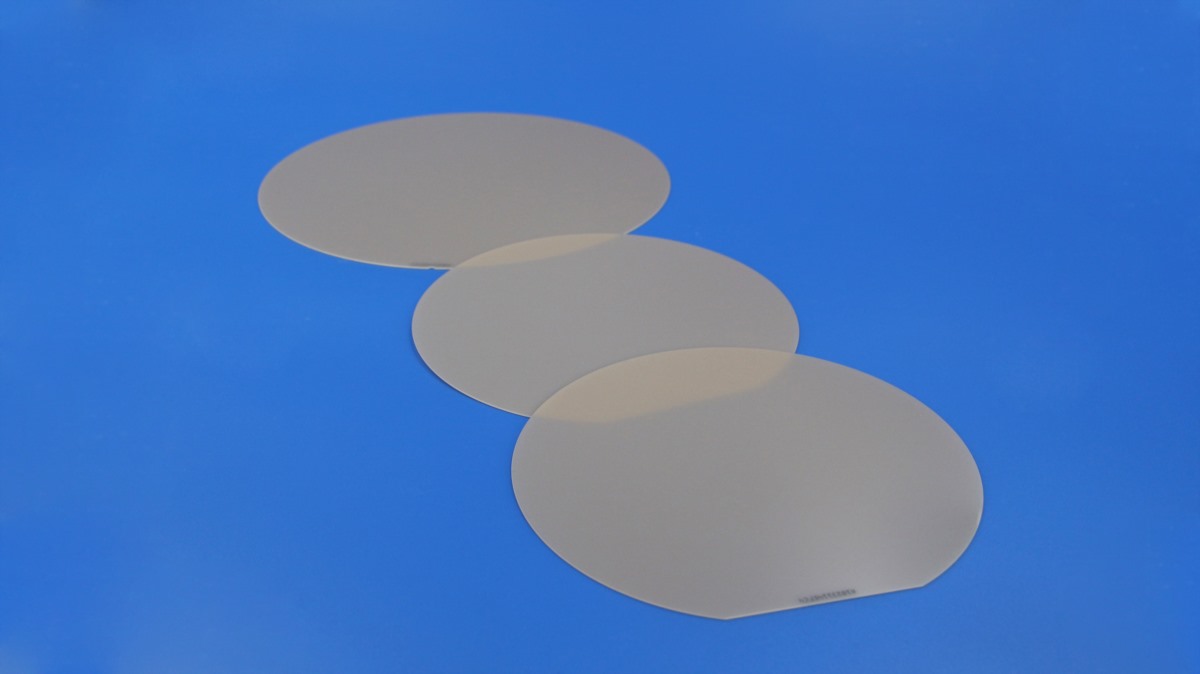
窒化アルミニウムウエハ基板は半導体業界における重要なコンポーネントであり、その優れた熱性能と電気性能で知られています。窒化アルミニウム(AIN)材料はシリコンとの互換性で注目され、各種ウエハ関連応用の理想的な選択肢となっています。 窒化アルミニウムウエハ基板の重要性窒化アルミニウムウエハ基板在半導体業界で重要な役割を果たしています。それらの人気の大きな理由の1つは、熱特性がシリコンと非常に似ている…
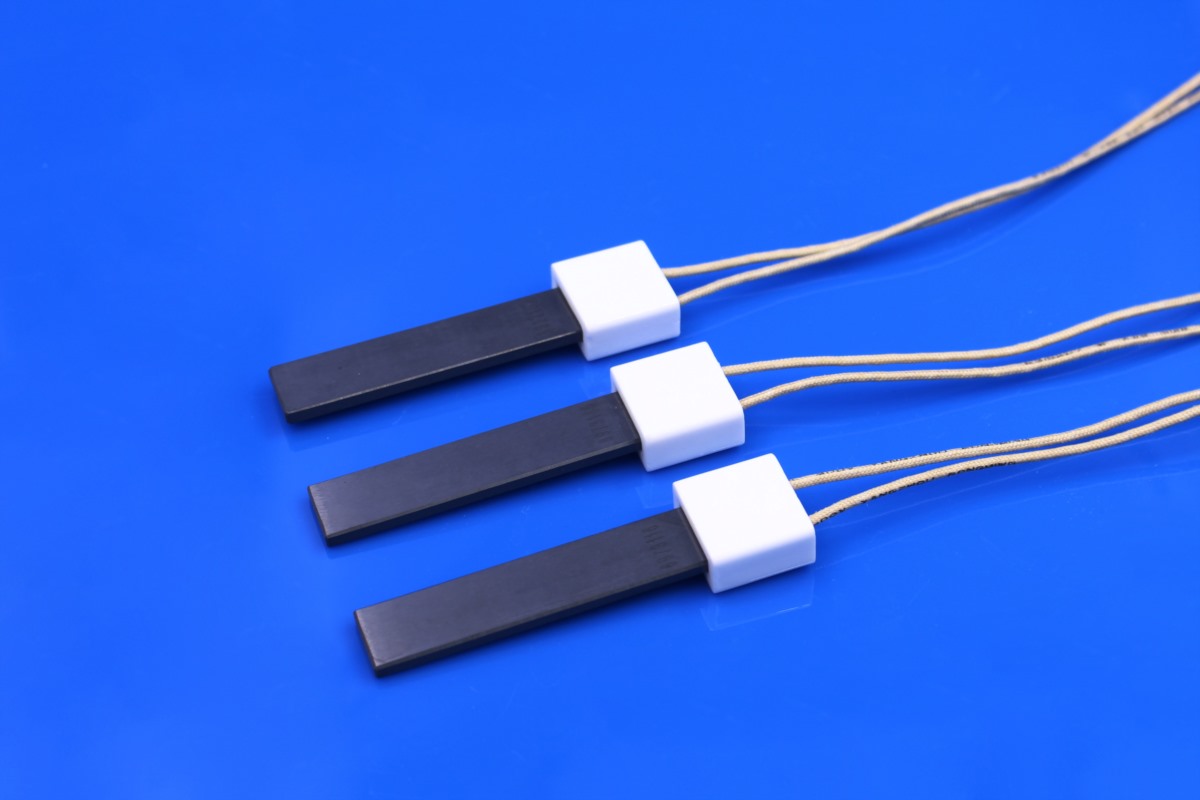
近年、ガス点火技術は天地を覆すほど変化し、特に中国と世界市場で発生しています。高周波点火システムはすでに中国の家庭と工業の標準となっているが、熱表面点火システムがますます流行する傾向は海外のガス点火業界を再構築しています。この革新的な点火方法は多くの利点をもたらし、従来の方法よりも安全で効率的で信頼性の高い代替案を提供しています。高周波点火の欠点高周波点火は広く使われているが、いくつかの明らかな欠…

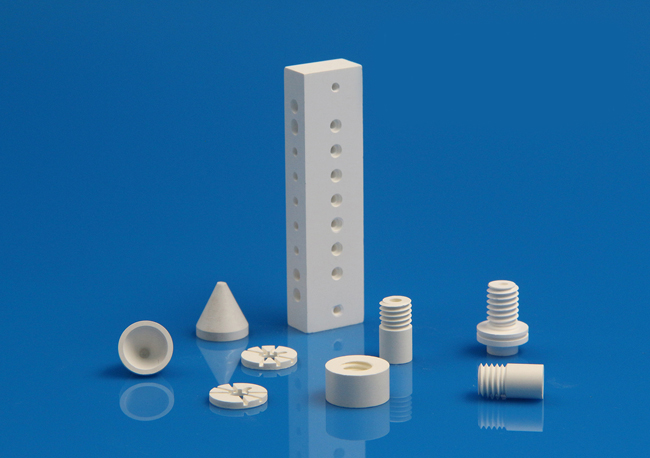
電子部品の分野では、セラミック抵抗コアは信頼性と性能の柱です。これらの先進的なセラミック構造は99.5アルミナ 95 アルミナ などの良質な材料で作られ、多くの電子機器の柱であり、精度、耐久性、効率を確保することができます。今日は、セラミック抵抗コアの世界を深く研究し、独自の機能、応用、そしてなぜ電子業界の構造を変えることができるのかを探ってみましょう。 セラミック抵抗コアの本質セラミック抵抗コア…

半導体製造において、窒化ホウ素はエッチング剤と薄膜堆積原料として使用でき、保護層の役割を果たし、デバイスの損傷や汚染を防止します。 また、窒化ホウ素は、様々な薄膜材料を製造するための電子ビーム蒸発源材料としても使用することができます。 例:電子ビーム蒸着膜導電性窒化ホウ素るつぼ(BNるつぼ) −薄膜蒸着装置に使用します。 導電性窒化ホウ素るつぼは、電子ビーム蒸着めっき膜のために設計された高純度の…

セラミックドライバは、感受性電子機器の素子を調整し、整列するために設計されたツールです。セラミックアライメントドライバはアルミナセラミック (Al₂O₃)とジルコニアセラミックなどの良質なセラミックス材料から作られ、多種の利点があリます。 セラミック材料は静電気防止、磁気無、インダクタンス無、耐食性などの特徴があります。 ジルコニアセラミックは高温に耐えられるので、これらのドライバーは熱が必要な…
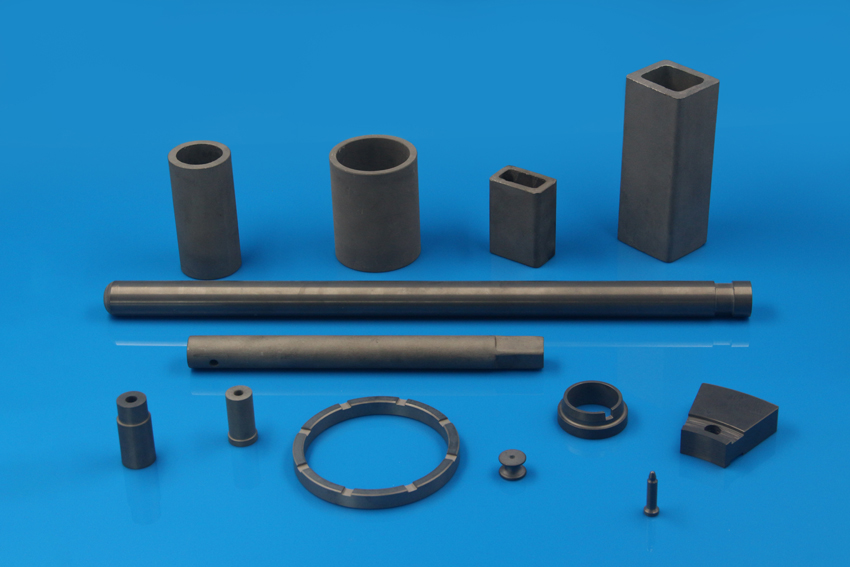
炭化ケイ素セラミックスは、炭化ケイ素(SiC)を主成分とするセラミックス材料で、高い曲げ強度、優れた耐酸化性、良好な耐食性、高い耐摩耗性、低い摩擦係数など、優れた常温機械特性および高温機械特性を有します。 高温強度は1600℃まで維持でき、これは既知のセラミック材料の中で最も優れた高温強度です。 炭化ケイ素セラミックスの特性と応用につぃて、簡単に紹介させていただきます。(1)性能 炭化ケイ素セラミ…

In the world of soldering, the tools we use are crucial to achieving precise and efficient results. One key component that contributes significantly to the performance of soldering irons is the heatin…
窒化ホウ素セラミック(BN) は、様々な用途に使用され、先端材料における多用途で高性能な化合物として際立っています。低熱膨張、優れた耐熱性、卓越した電気絶縁性、溶融金属に対する高い耐湿性といった特性から、窒化ホウ素は電子機器、高温炉建設、セラミック製造、半導体産業、航空宇宙産業など、様々な産業に利用され、現在では物理蒸着(PVD)コーティング技術の分野にも進出しています。 PVDコーティングは、…