
BNは、化学的、電気的、機械的、熱的特性のユニークな組み合わせを備えたホットプレス六方晶窒化ホウ素です。高性能が要求されるさまざまな用途に適しています。BNセラミックノズルは、航空宇宙や半導体などのさまざまな高温・高性能産業で使用されており、以下の独自の特性により近年大きな注目を集めています。 1. 優れた熱安定性融点が約2900℃のBNセラミックノズルは、高真空および不活性ガス環境において、1…
BNは、化学的、電気的、機械的、熱的特性のユニークな組み合わせを備えたホットプレス六方晶窒化ホウ素です。高性能が要求されるさまざまな用途に適しています。BNセラミックノズルは、航空宇宙や半導体などのさまざまな高温・高性能産業で使用されており、以下の独自の特性により近年大きな注目を集めています。 1. 優れた熱安定性融点が約2900℃のBNセラミックノズルは、高真空および不活性ガス環境において、1…

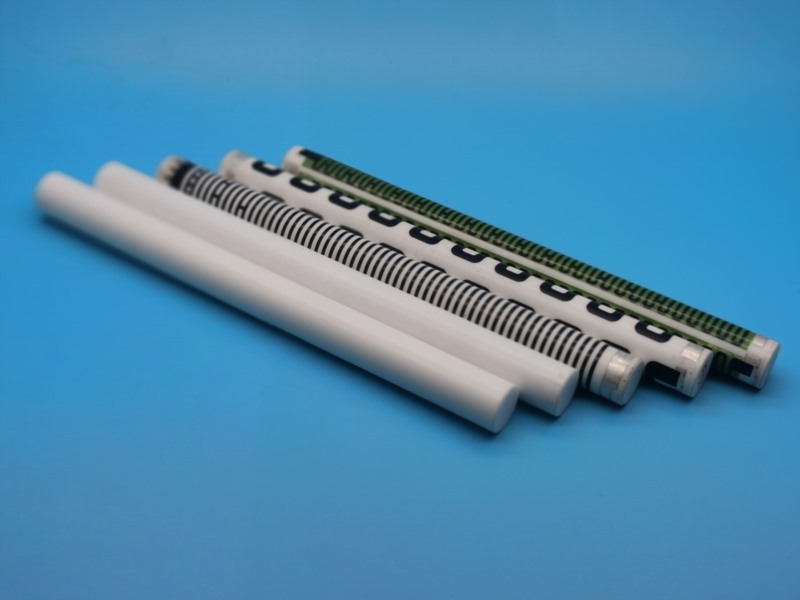
質量分析計は、産業、環境、臨床用途において微量化学物質の検出に用いられています。この技術では、イオン化されたサンプルを質量分析計に入る前に加熱します。従来の加熱方法としては、ボックスヒーターまたはケーブルヒーターを用いて金属部品を加熱し、その熱を高純度不活性ガス流に伝導させる方法があります。 設計要件質量分析計が高い検出感度を達成するには、分析対象物質のほとんどのレベルを測定できるため、汚染のない…
1. 窒化ホウ素蒸着ボート 用途:– 用途:– 包装フィルムのアルミめっき– コンデンサのメタライズフィルムのアルミめっき、紙・繊維のメタライズコーティング– ホットスタンプ材料のメタライズ– 偽造防止標識のメタライズ– ディスプレイのメタライズ– 太陽光発電システムの真空アルミめっき– 半導体蒸着、ゲ…

MgO部分安定化ジルコニア(Mg-PSZ)セラミックは、高性能用途向けの先進セラミック材料です。二酸化ジルコニウムと部分安定化酸化マグネシウムからなる複合材料です。MgOは、純粋なジルコニアよりも靭性と機械的特性を向上させ、破壊靭性、強度、耐熱衝撃性などを向上させます。 マグネシア安定化ジルコニア(MSZ)は、高い酸素イオン伝導性、高い強度と靭性、そして優れた耐熱衝撃性を備えた優れた耐火・断熱材で…
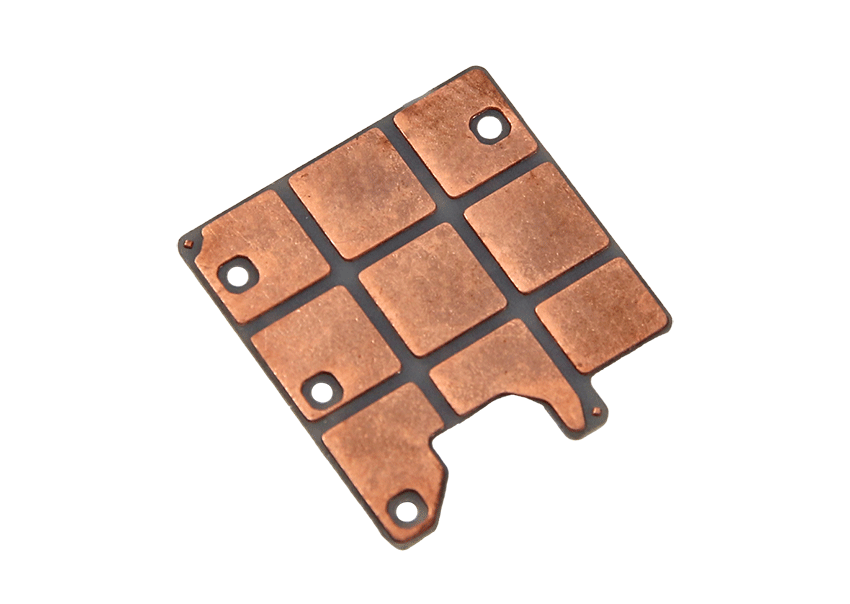
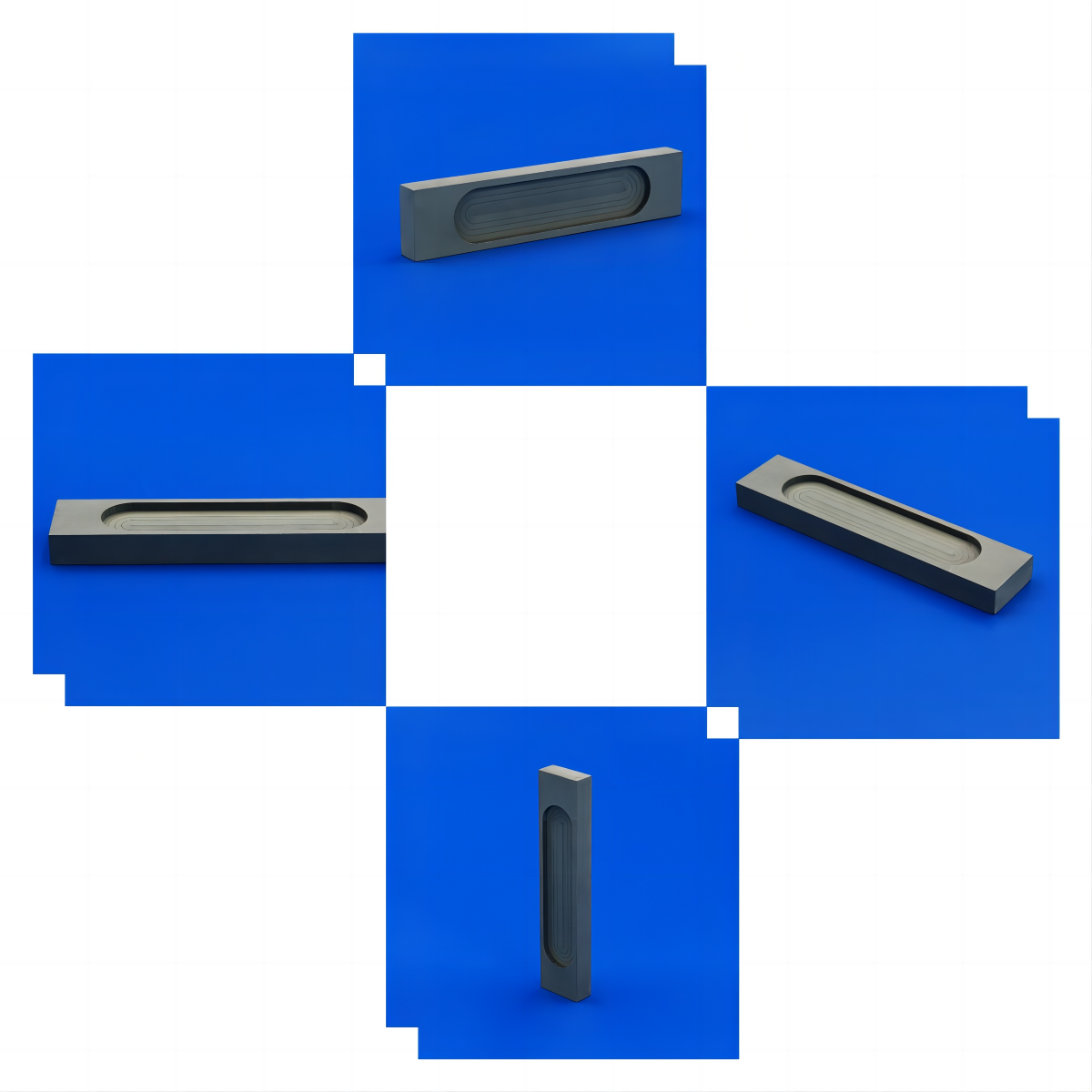
AMB (Active Metal Brazing) は、DBC 技術に基づいて開発されたセラミックと金属の密封方法です。AMBプロセスで製造されたセラミック基板は、従来のDBC基板と比較して、熱伝導率が高く、銅層の密着性に優れているだけでなく、熱抵抗が低く、信頼性が高いなどのメリットもあります。さらに、1回の加熱で処理できるため、操作が簡単で、サイクルタイムが短く、シール性が良好で、セラミックの…
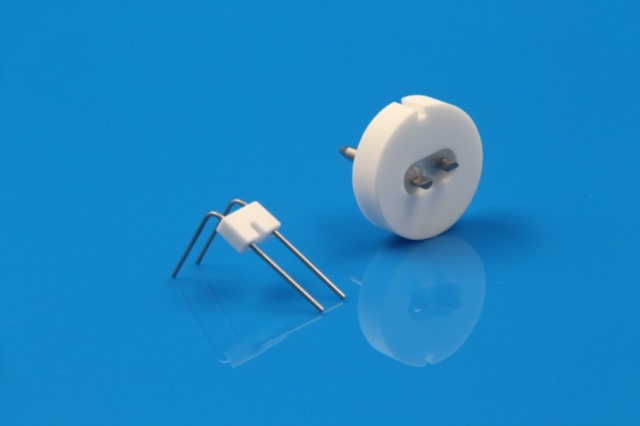
分析機器の重要な部品である質量分析計フィラメントは、高真空環境下でイオン源を生成する上で極めて重要な役割を果たします。このフィラメントは、多くの場合LaB6セラミックスで作られており、その性能は質量分析計の感度、分解能、安定性に直接影響を及ぼします。 LaB6フィラメントアセンブリは、長寿命と高性能を実現するために特別に設計されたフィラメントアセンブリであり、質量分析システムの信頼性の高い動作に…
当社の医療用X線製品は、医療用X線部品のリーディングメーカーとして、金属の精密さとセラミックスの優れた特性を兼ね備えた幅広い製品の製造を専門としています。分析機器部品における当社の専門知識は、高品質な陽極、陰極、X線管、ゲッターアセンブリに表れています。当社は、高度な セラミックと金属のシーリング 技術を活用し、X線市場特有の課題に対応する堅牢で信頼性の高い部品を提供しています。 当社の医療用X線…
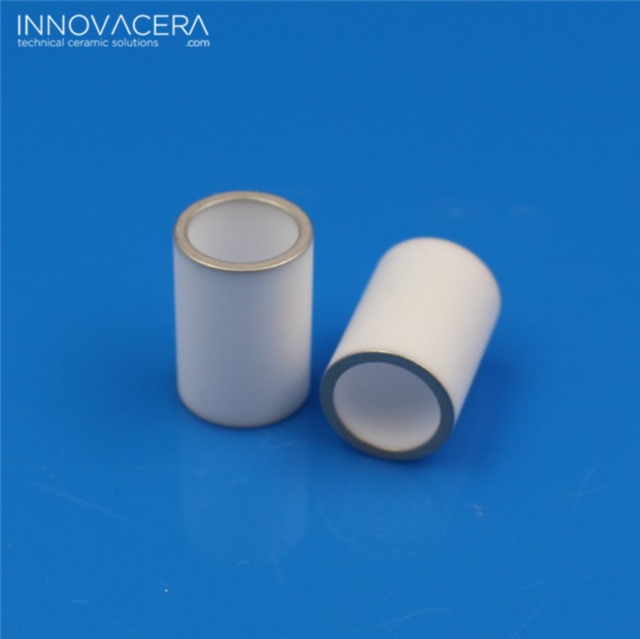
高電圧抵抗器は、精度、信頼性、安全性が最優先される電子回路に不可欠な部品です。高電圧抵抗器に使用される様々な材料の中でも、セラミックコアは優れた特性と要求の厳しい用途への適合性で際立っています。一般的に、高電圧抵抗器のセラミックコアの材料はアルミナセラミックで、 アルミナセラミックヒーターとして使用できます。 セラミックコアの特性高電圧抵抗器に使用されるセラミックコアは、通常、セラミック材料と金属…

高い融点と優れた絶縁性を持つセラミック材料は、金属との接合において大きな課題となります。従来の溶接方法では、強固で信頼性の高い接合を実現することがしばしば困難でした。しかし、接合技術の進歩により、真空ろう付けという非常に効果的なソリューションが登場しました。このプロセスは、セラミックの限界を克服するだけでなく、両材料の利点を活かして複合部品を製造します。 真空ろう付けは、セラミックと金属を真空環…
半導体チップは現代技術のあらゆる場面で利用されています。スマートフォン、スマートウォッチ、コンピューター、自動車、ビッグデータ、クラウドコンピューティング、モノのインターネット(IoT)など、様々な電子機器やシステムの進化に不可欠な存在です。半導体装置は数千もの部品で構成されており、その性能、品質、精度は装置の信頼性と安定性に直接影響を及ぼします。そのため、半導体装置には膨大な量の精密セラミック部…