.svg)
窒化ホウ素セラミックノズルは、アモルファス合金ストリップの製造に使用される特殊な工具です。アモルファス合金は、原子構造が不規則な材料であり、独特の電気的、磁気的、機械的特性を有し、その歴史は約40年にわたります。
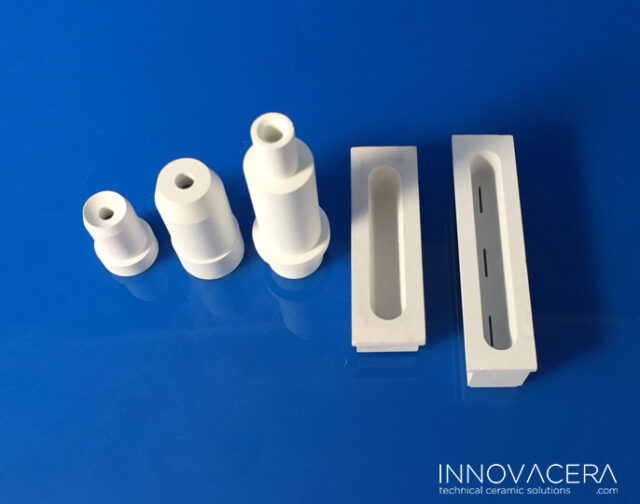
近年、アモルファス合金産業の技術は急速に発展しており、テープ製造の要となるノズル材料に対する要求も高まっています。アモルファスストリップ製造用に開発された窒化ホウ素複合セラミック材料は、優れた耐高温性、耐腐食性、耐熱衝撃性、耐クリープ性、そして加工容易性を備えており、様々なアモルファスストリップの製造に対応し、特に広帯域アモルファスストリップ製造のニーズに適しています。
アモルファス合金ストリップの製造工程では、窒化ホウ素セラミックノズルを用いて、回転するホイール上に溶融アモルファス合金を正確かつ制御された流れで供給します。このノズルは高温・腐食環境にも耐え、窒化ホウ素セラミックは優れた熱伝導性を有し、合金ストリップへの適切な熱伝達と冷却を保証します。これにより、安定した材料特性を維持し、製造中の変形を防止します。ノズルの滑らかな表面は、ホイールへの合金の滑らかで均一な堆積を助け、高品質の最終製品を実現します。
さらに、窒化ホウ素セラミックは摩擦係数が低いため、ノズルの摩擦摩耗を軽減します。これにより、ノズルの寿命が延び、メンテナンスの必要性が最小限に抑えられ、全体的なコスト効率が向上します。
アモルファス金属合金ストリップは、高速回転ドラム上で溶融金属を急速冷却することによって製造されます。製造プロセスを簡単に説明すると、以下のようになります。「マスター合金」を誘導炉に入れ、溶融金属温度1200~1300℃まで加熱し、一定時間この温度に保持します。溶融金属はノズルから回転する銅ドラムに注入され、冷却された後、ローラーからリボンが分離されます。冷却速度は106K/sに達し、ドラムの線速度は30m/sです。このような高い溶融金属冷却速度と溶融金属中のアモルファス化剤の存在により、結晶を生成せずに液体金属を「凍結」することができます。製造プロセスは図1に示されています。
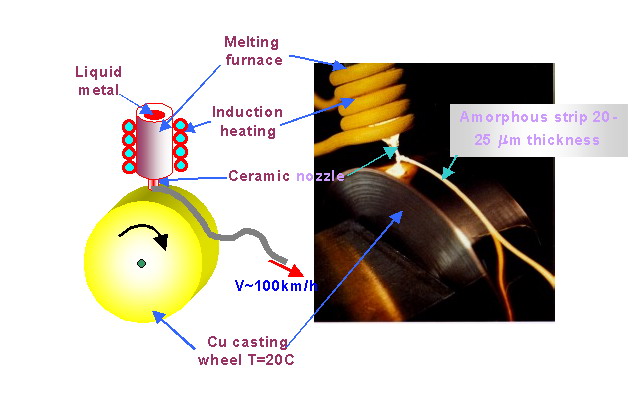
(図1)
性能:
1. 最適化された配合と独自のプロセスにより、熱衝撃と高温クリープに対する優れた耐性を実現。最高使用温度は1700℃です。
2. 熱膨張係数が低く、使用中にひび割れや変形が発生しません。
3. 優れた耐侵食性、耐摩耗性、金属腐食耐性を備え、長寿命です。
4. 優れた原材料、プロセス管理、製品の安定性。
| 密度 (g/cm3) |
動作温度 | 曲げ強度 | レープ硬度 | 熱膨張率 | 熱伝導率 | 圧縮強度 | 組成 |
| 2.3 | 1700℃ | 60MPa | 450HL | 1.9*10-6/k | 35 W/mk | 145 MPa | BN+ZrO2+SiC |
窒化ホウ素セラミックノズルは、アモルファス合金ストリップの製造において重要な部品です。優れた熱伝導性、耐腐食性、低摩擦特性により、プロセスの信頼性、製品品質、そして全体的な効率が向上します。
声明:これはINNOVACERA®のオリジナル記事です。転載する際は、出典リンクを明記してください:https://www.innovacera.com/ja/news-ja/boron-nitride-ceramic-amorphous-strips-nozzles-for-amorphous-alloy-strip-production.html。



 お問い合わせ
お問い合わせ