
Detalles del producto:Descripción del producto: Polea de alambre de cerámica, guía de rodillo de alambre, guía de rodamiento, rodillo de rodamiento, guía de bobinado Composición del material:Cuerpo pr…
Detalles del producto:Descripción del producto: Polea de alambre de cerámica, guía de rodillo de alambre, guía de rodamiento, rodillo de rodamiento, guía de bobinado Composición del material:Cuerpo pr…
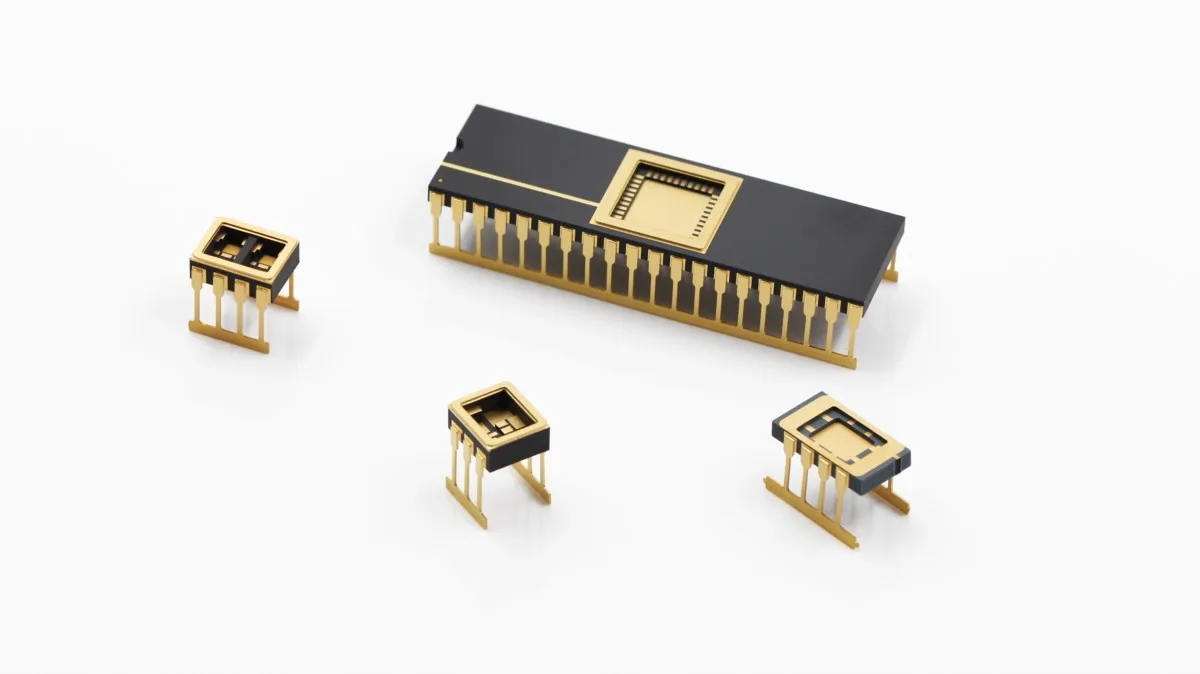
Actualmente, los productos electrónicos de consumo buscan constantemente una alta integración en la tecnología de empaquetado y una mayor ligereza. Si bien el empaquetado de plástico puede convertirse…

En los procesos de fusión de aleaciones, fundición de precisión y procesamiento de metales a alta temperatura, la boquilla es un componente clave que entra en contacto directo con el metal fundido. La…
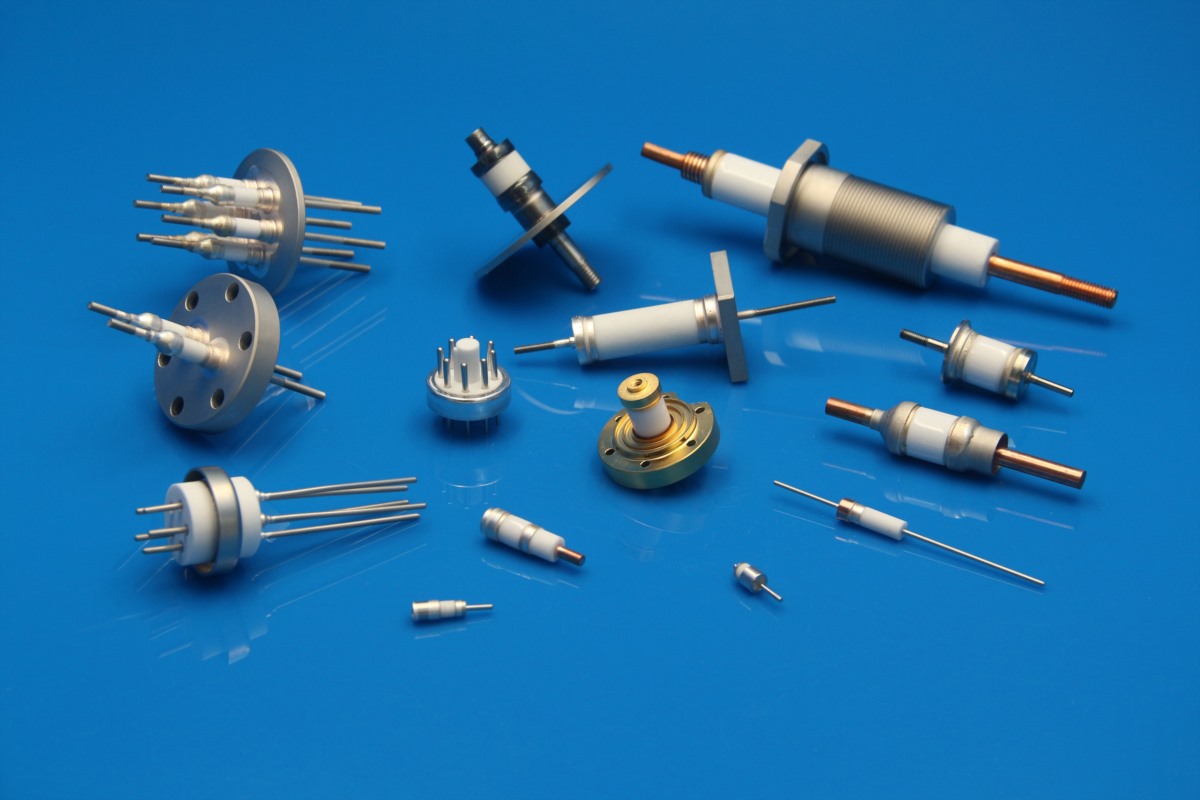
Electrodos sellados de cerámica a metal de alto rendimiento para aplicaciones de vacío y alta temperaturaFabricamos electrodos cerámicos personalizados y conjuntos de pasamuros cerámicos para vacío, d…
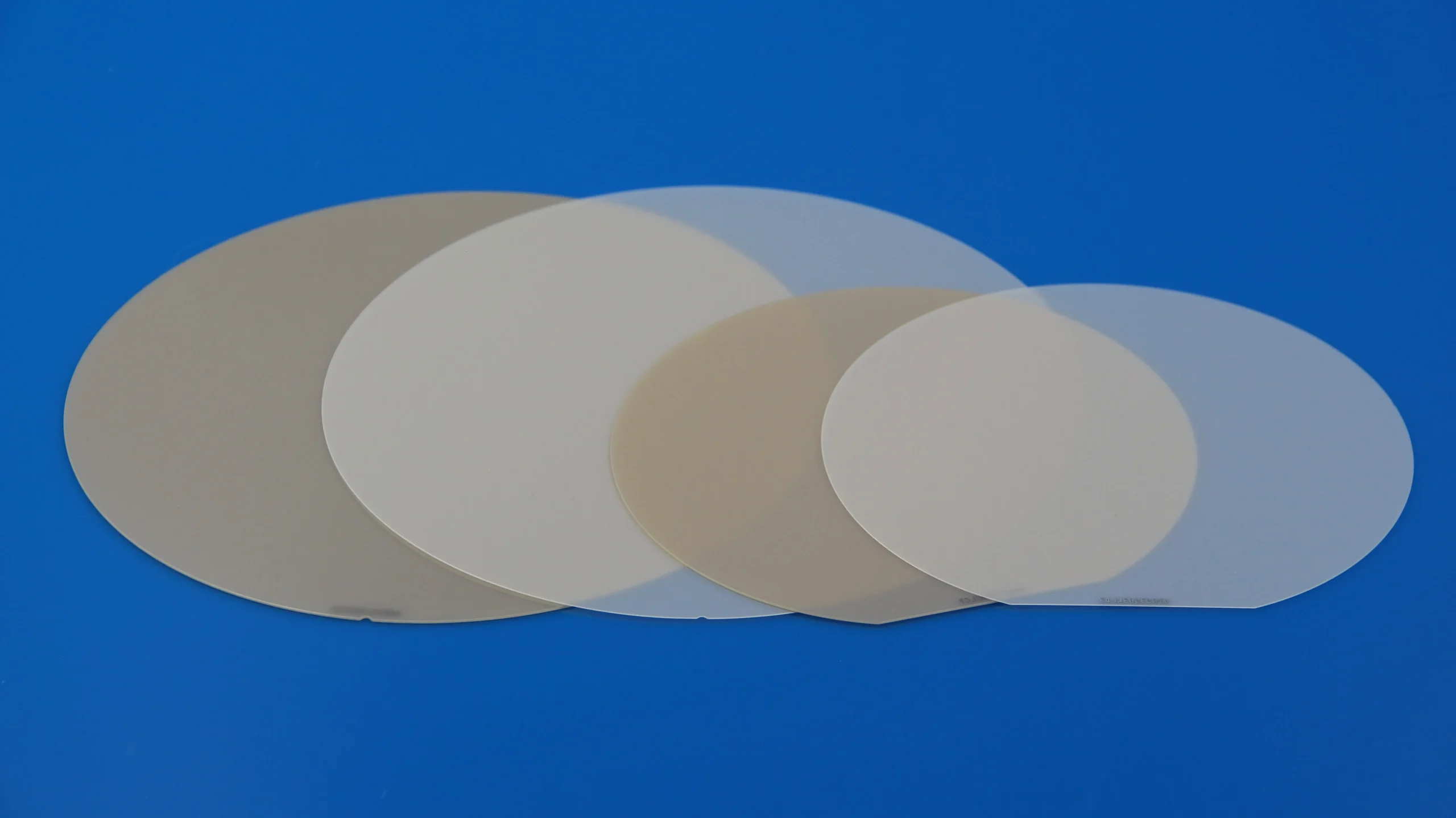
En el campo de la electrónica de potencia de alta potencia, las obleas cerámicas hacen una gran contribución. Cuando piensas en materiales de alta tecnología, probablemente te vengan a la mente el sil…

Hoy en día, las industrias de manufactura avanzada, nuevos materiales energéticos y productos químicos finos están experimentando un rápido desarrollo. Las exigencias respecto a la precisión del tamañ…

Los sustratos cerámicos son placas fabricadas con materiales cerámicos. Mediante un proceso especial, se adhieren capas de cobre a la superficie de la cerámica, formando patrones de circuitos. Gracias…

En los procesos de producción de cerámicas avanzadas, materiales funcionales y componentes electrónicos, la sinterización a alta temperatura es un procedimiento clave que determina el rendimiento y la…

Solución de paso de RF de alta tensión: Conector coaxial tipo HN con montaje de bridaEn sistemas de RF de alta tensión, la estabilidad de la transmisión de la señal y la fiabilidad de las interfaces d…

En los equipos modernos de combustión de combustible sólido, como estufas de pellets, estufas y calderas, el encendedor es uno de los componentes clave para iniciar el proceso de combustión. Gracias a…