
メタライゼーションセラミックシリンダーは、真空遮断器(VCB)の製造に使用される真空遮断器(VIとも呼ばれます)の重要な部品です。VCBは中電圧開閉装置や配電回路に使用され、電圧サージを抑制することで配電電圧を調整する上で重要な役割を果たします。当社は、高純度アルミナメタライズドセラミックシリンダーの主要サプライヤーです。これらのメタライズドシリンダーは、優れた電気絶縁特性により、世界中の真空アー…
メタライゼーションセラミックシリンダーは、真空遮断器(VCB)の製造に使用される真空遮断器(VIとも呼ばれます)の重要な部品です。VCBは中電圧開閉装置や配電回路に使用され、電圧サージを抑制することで配電電圧を調整する上で重要な役割を果たします。当社は、高純度アルミナメタライズドセラミックシリンダーの主要サプライヤーです。これらのメタライズドシリンダーは、優れた電気絶縁特性により、世界中の真空アー…
当社が生産の精密セラミック部品は太陽光発電産業の耐久性に良い影響を与えます。 先進的セラミックス部品は太陽電池技術において重要な役割を果たし、太陽光発電システムのあらゆる分野で効率を向上させます。太陽光発電産業向けの代表的なセラミック製品は以下の通り:ソーラーシステムの熱デカップリング用セラミック絶縁リングです。セラミック・パッケージは熱伝導性に優れ、太陽電池の効率的な放熱を助けることで、熱ストレ…
現在、電力バッテリーシステムの熱管理は、主に自然冷却、空冷、液冷、直接冷却の 4 つのカテゴリに分けられます。 これらのうち、自然冷却は受動的な熱管理方法であり、空冷、液冷、直冷は能動的な方法です。これら3つの主な違いは、熱交換媒体の違いです。 従来のバッテリー冷却システム:バッテリーコアと冷却システム間の温度差を変えるには、液体冷却システムによる冷却が最も有効な方法です。 セラミック放熱はバッテ…
当社は、アルミナセラミック、ジルコニアセラミック、窒化ケイ素、炭化ケイ素など、あらゆる材質のセラミックピストンとプランジャーを供給しています。セラミックピストンとプランジャーは、ウォータージェットポンプ、高圧ポンプ、泥水ポンプの主要部品です。セラミックピストンとプランジャーは、充填装置、医療機器、環境工学、石油・化学産業などで広く使用されています。充填機は一般的に材料を充填するためのピストンとプラ…
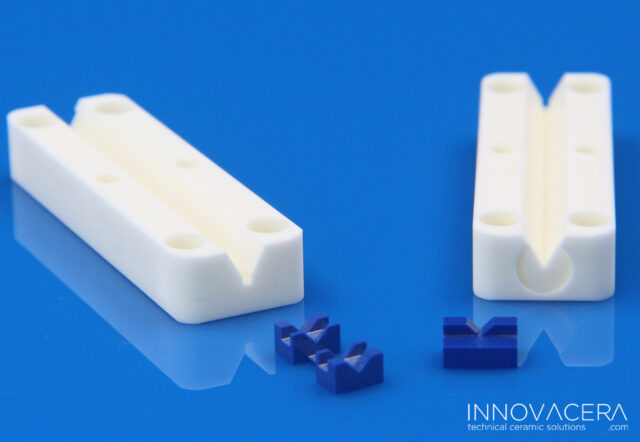
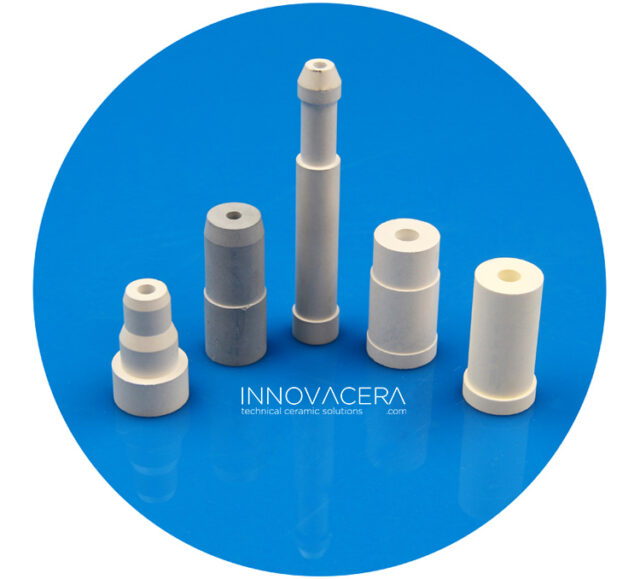
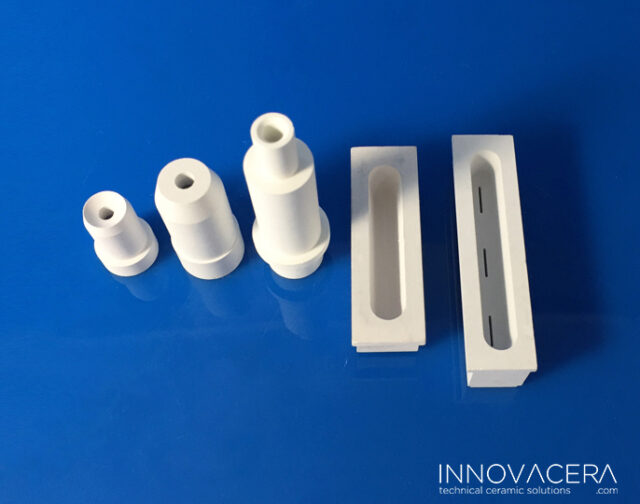
ジルコニアセラミックV溝は、光ファイバ融着接続機の重要な部品です。融着接続工程において、左右の光ファイバを固定・支持する役割を果たします。リボン光ファイバーを融着するリボン光ファイバー融着接続機、被覆ケーブルやジャンパーを融着する革線融着接続機、偏波保持光ファイバーを融着する偏波保持光ファイバー融着接続機などに使用されます。ジルコニアセラミックは、いくつかの理由から光ファイバ融着接続機に広く使用さ…
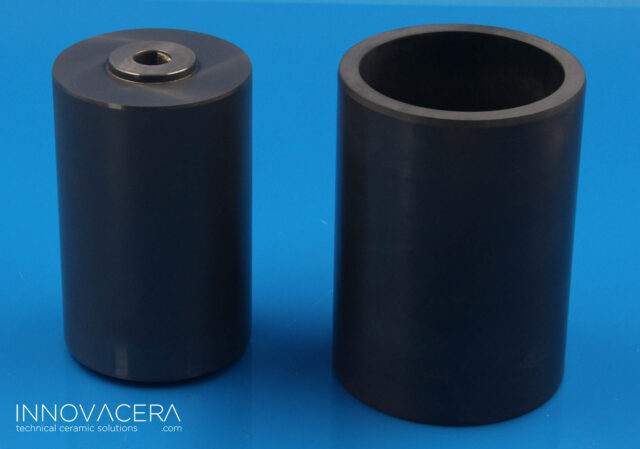
粉末金属噴霧プロセスにおいて窒化ホウ素噴霧ノズルは重要な役割を果たします。これらのノズルは、溶融金属を微細な粉末粒子に変換する役割を担い、自動車、航空宇宙、電子機器など様々な産業で使用されています。窒化ホウ素微粒化ノズルには、ガスアトマイザーと水アトマイザーなど、さまざまなタイプがあります。ガスアトマイザーは、高圧ガスを使用して溶融金属流を微小な液滴に分解し、冷却後に粉末粒子に凝固させます。一方、…

アルミナとはアルミナは化学式Al2O3で表されるアルミニウムと酸素の化合物であり、世界で最も人気のあるファインセラミック材料の一つです。粗く緻密なアルミナには、様々なグレード(主に純度によって特徴付けられる)があり、入手可能な材料の中で最も費用対効果の高いものの一つと見なされています。 アルミナセラミックスその結果、市場に出回っている酸化物セラミックの中で最も幅広い産業分野に対応することができます…
窒化ホウ素セラミックノズルは、アモルファス合金ストリップの製造に使用される特殊な工具です。アモルファス合金は、原子構造が不規則な材料であり、独特の電気的、磁気的、機械的特性を有し、その歴史は約40年にわたります。近年、アモルファス合金産業の技術は急速に発展しており、テープ製造の要となるノズル材料に対する要求も高まっています。アモルファスストリップ製造用に開発された窒化ホウ素複合セラミック材料は、優…

セラミックフェルールは、光ファイバーコネクタの中核部品であり、通常は高純度ジルコニアセラミック材料で作られています。その主な機能は、光ファイバーを固定し、光ファイバーコネクタの安定性と精度を確保することです。セラミックフェルールの製造工程は、粉末調製、成形、焼結、加工から構成されます。製造要件は非常に高く、寸法精度、真円度、表面粗さなどのパラメータは、光ファイバーコネクタの性能と信頼性を確保するた…
灸は、中国伝統鍼灸療法における灸法の一種です。主に艾(もぐさ)や艾の葉から作られた艾(もぐさ)に火をつけ、人体の経穴を燻したり焼いたりすることで健康管理と治療を行う、自然療法です。当社は最近、灸ベッドに使用されるMCH(メタルセラミックヒーター)ヒーターロッドを製造しており、お客様からの反響は非常に良好です。当社のMCH(メタルセラミックヒーター)ヒーターの主な利点は以下の通りです。1. 構造がシ…