
INNOVACERA ofrece una amplia gama de cerámica para las industrias textil, de cables eléctricos, fibra óptica y médica, para el manejo de seda, alambre de acero, alambre de cobre y otros hilos. Incluye…
INNOVACERA ofrece una amplia gama de cerámica para las industrias textil, de cables eléctricos, fibra óptica y médica, para el manejo de seda, alambre de acero, alambre de cobre y otros hilos. Incluye…
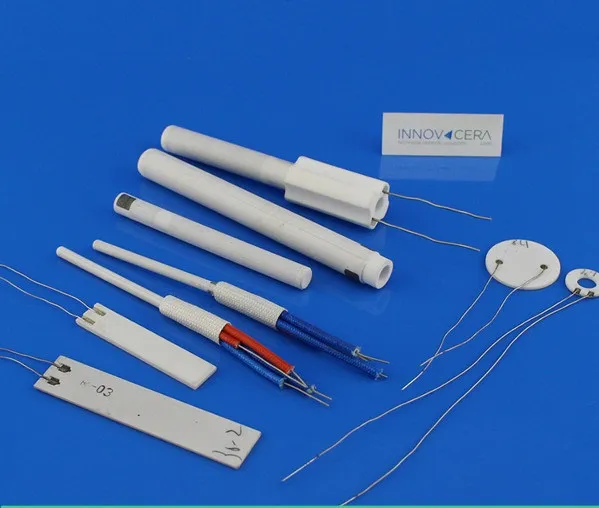
Los calentadores cerámicos MCH ya son una solución estándar consolidada, popular y segura en la electrónica de consumo, como pistolas de pegamento, soldadores, dispositivos de belleza y asientos de in…

En los sectores de maquinaria textil, equipos de bobinado de precisión y diversos procesos rotativos de alta velocidad, la estabilidad de los componentes de fricción afecta directamente a la eficienci…
Las cerámicas poseen propiedades de resistencia al calor, aislamiento, resistencia al desgaste y resistencia a la corrosión. Son aptas para su uso en entornos de alta temperatura, vacío y corrosivos, …

Las perlas de circonio son medios de molienda fabricados a partir de circonio (ZrO₂) y sinterizados a altas temperaturas. Poseen características como una dureza Mohs de 8,5 (cercana a la del corindón)…

Aquí hay algo que a mucha gente se le ha pasado por alto. Durante los últimos dos años, la mayor parte del interés en torno al carburo de silicio (SiC) se ha centrado en los vehículos eléctricos: carg…
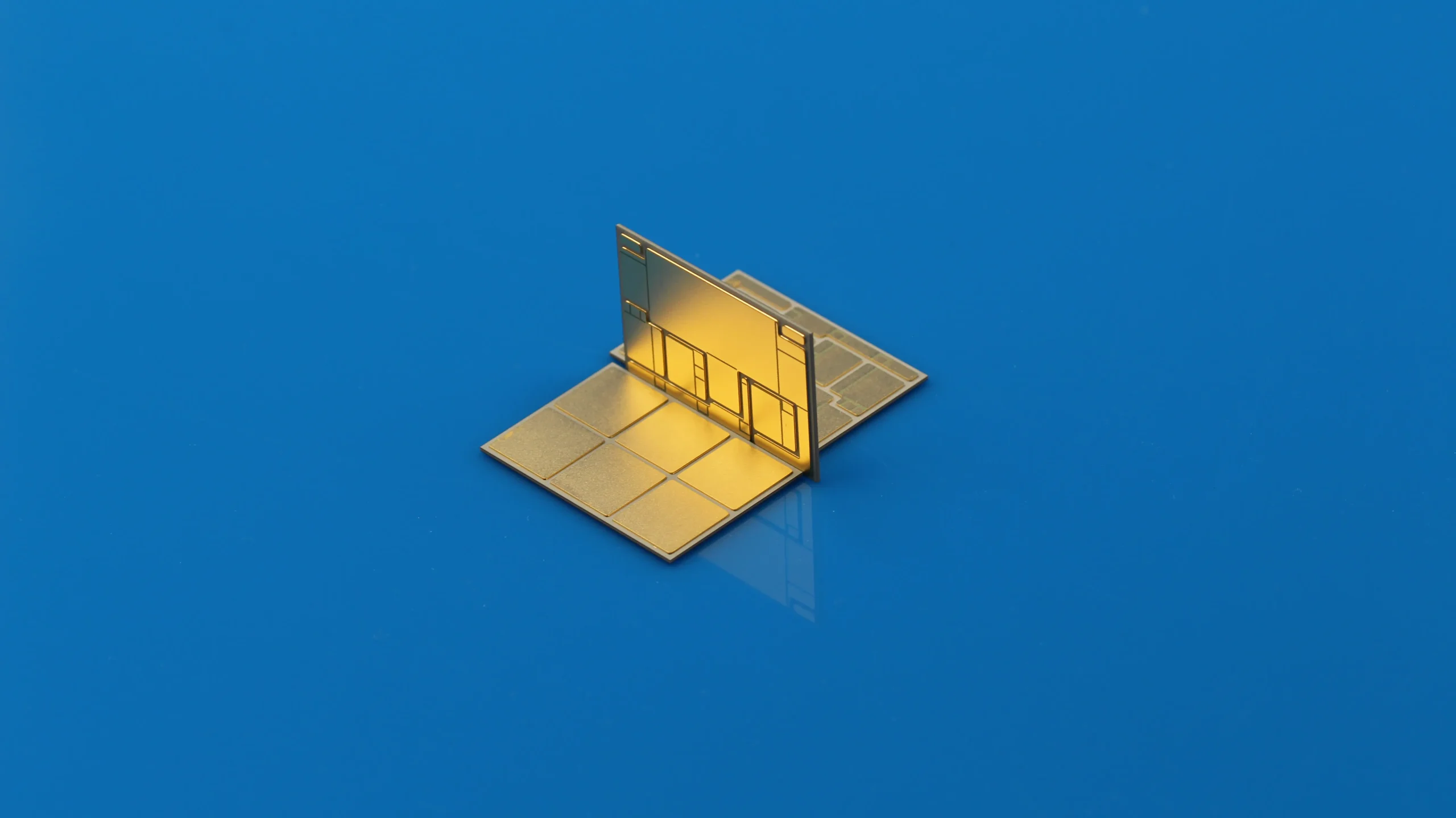
En aplicaciones industriales, los sustratos cerámicos se utilizan no solo en estructuras de encapsulado electrónico, sino también como componentes aislantes y de soporte mecánico. Por lo tanto, el esp…

Con la popularización de los hogares inteligentes, los inodoros inteligentes se han convertido en una parte esencial de la vida diaria. Sus funciones, como la descarga, el secado, la calefacción del a…

La evolución tecnológica de los equipos de semiconductores se acelera, avanzando hacia una mayor precisión y potencia. El entorno operativo también se vuelve cada vez más exigente. La exposición prolo…

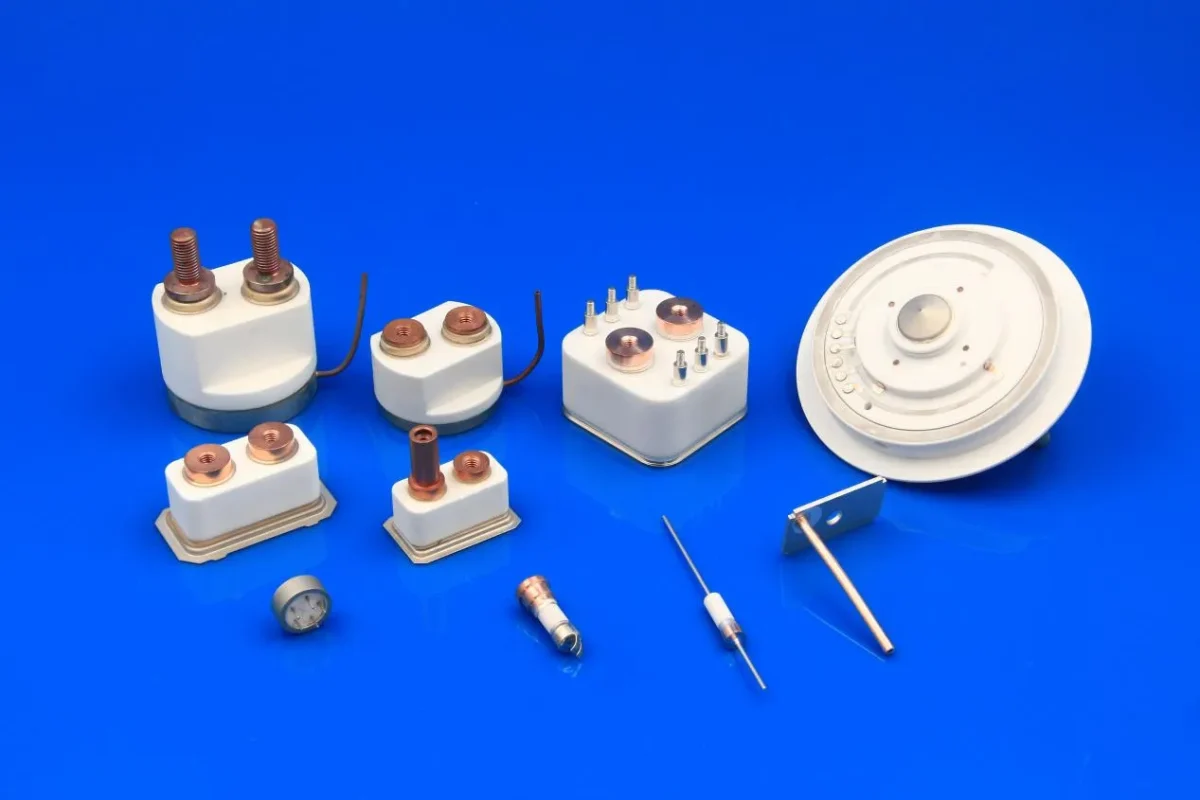
¿Qué es un conector pasamuros de vacío?El conector pasamuros de vacío consta de componentes de vidrio a metal y está diseñado para transmitir señales a cámaras de vacío. Su sellado hermético garantiza…