在粉末冶金 (PM) 工艺中,根据金属材料的类型,会使用氮化硼和氧化锆陶瓷喷嘴。

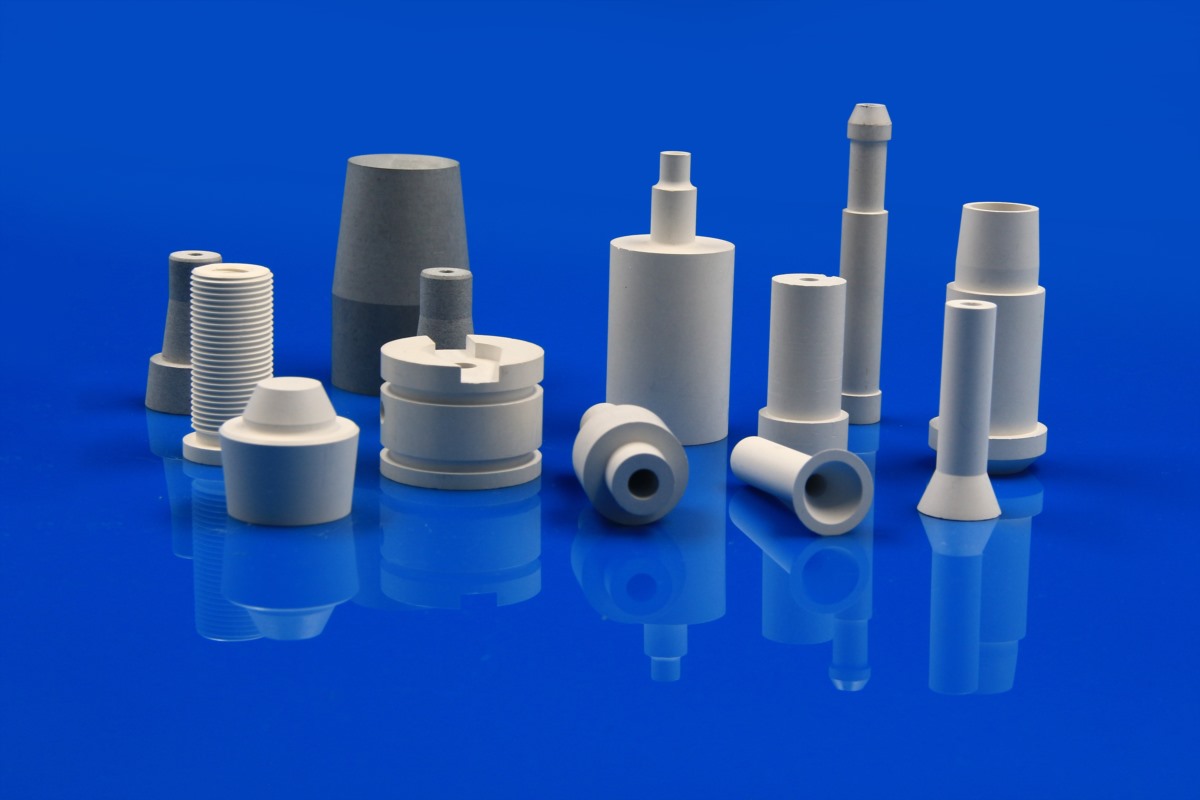
陶瓷喷嘴的主要特点
耐高温:可承受熔融金属或等离子火焰产生的 1500 °C 以上的高温。
耐磨性:可抵抗粉末或气流的侵蚀,实现长期运行。
化学惰性:不与活性金属或气体发生反应。
粉末冶金不同阶段的应用
| 阶段 | 工艺 | 喷嘴的功能 | 陶瓷喷嘴 | 常用金属 |
|---|---|---|---|---|
| 粉末制备 | 气体雾化 | 高压惰性气体(例如氮气或氩气)冲击熔融金属流,形成细粉;陶瓷喷嘴可控制流量和颗粒尺寸。 | 氮化硼和氧化锆 | 高纯度或活性金属,例如钛和镍基合金。 |
| 水雾化 | 陶瓷喷嘴具有耐腐蚀性和精确的流量控制。 | 氧化锆 | 用于高压水雾化,以制备低成本粉末,例如铁基粉末。 | |
| 粉末喷涂或沉积 | 热喷涂 | 在涂层或预成型件制备过程中(例如,等离子喷涂或高速火焰喷涂),陶瓷喷嘴将金属粉末喷涂到基材上,形成致密涂层。 | 氮化硼和氧化锆 | 适用于所有金属粉末。 |
| 粉末输送和处理 | 流化床或气力输送 | 陶瓷喷嘴用于控制气体流量,均匀分散或输送粉末,并防止团聚或堵塞。 | 氮化硼和氧化锆 | 钨、钼、铁、钴、镍、铝、钛、钽和其他活性金属粉末。 |
| 烧结后处理 | 冷却或气氛控制 | 陶瓷喷嘴喷射惰性气体(例如氢气、氮气)或冷却介质,以控制炉内气氛并加速烧结。零件冷却以防止氧化。 | 氮化硼和氧化锆 | 高性能金属粉末,例如高速钢、钛合金和非晶态/金属玻璃粉末。 |
| 3D 打印(例如,粘结剂喷射) | – | 陶瓷喷嘴用于精确喷射粘结剂或金属浆料。 | 氮化硼和氧化锆 | 粉末冶金增材制造应用。 |
| 脱脂或清洁 | – | 陶瓷喷嘴用于去除临时粘结剂或残留粉末。压实材料。 | 氧化锆 | 钛及其合金、镍基高温合金、铝合金、钴铬合金、难熔金属(钨、钽、钼)、贵金属(金、银、铂)和高熵合金。 |
表1:氮化硼陶瓷喷嘴性能
| 特性 | 单位 | BMA | BSC | BMZ | BSN |
|---|---|---|---|---|---|
| 主要成分 | – | BN + Zr + Al | BN + SiC | BN + ZrO₂ | BN + Si₃N₄ |
| 颜色 | – | 白色石墨 | 灰绿色 | 白色石墨 | 深灰色 |
| 密度 | g/cm³ | 2.25–2.35 | 2.4–2.5 | 2.8–2.9 | 2.2–2.3 |
| 三点弯曲强度 | MPa | 65 | 80 | 90 | 150 |
| 抗压强度 | MPa | 145 | 175 | 220 | 380 |
| 热导率 | W/m·K | 35 | 45 | 30 | 40 |
| 热膨胀系数(20–1000 °C) | 10⁻⁶/K | 2.0 | 2.8 | 3.5 | 2.8 |
| 最高使用温度(大气/惰性气体/高真空) | °C | 900 / 1750 / 1750 | 900 / 1800 / 1800 | 900 / 1800 / 1800 | 900 / 1800 / 1800 |
| 室温电阻率 | Ω·cm | >10¹³ | >10¹² | >10¹² | >10¹³ |
| 典型应用 | – | 粉末冶金、金属铸造、高温炉部件、坩埚、贵金属和特种合金的铸造模具、高温支架以及熔融金属的喷嘴或输送管。 | |||
表 2:氧化锆陶瓷喷嘴指示器
/TiO₂%≤0.1≤0.10.1–1.0物理性质颜色-黄色黄色黄色 /白色
| 指示器 | 项目 | 单位 | MSZ-H | MSZ-L | 自定义 |
|---|---|---|---|---|---|
| 主要成分 | ZrO₂ | % | ≥95 | ≥95 | 60–95 |
| Al₂O₃ | % | ≤0.2 | ≤0.2 | 0.2– 20 | |
| SiO₂ | % | ≤0.4 | ≤0.4 | 0.2–1 | |
| MgO | % | ≤2.9 | MgO | ||
| Fe₂O₃ | % | ≤0.1 | ≤0.1 | 0.1–0.3 | |
| 密度 | g/cm³ | ≤5.2 | 5.4–5.6 | 4.6–5.6 | |
| 孔隙率 | % | ≤18.5 | ≤8 | 1–18.5 | |
| 稳定剂、颗粒组成和孔隙率可根据具体运行环境进行定制。 | |||||



 发送询盘
发送询盘