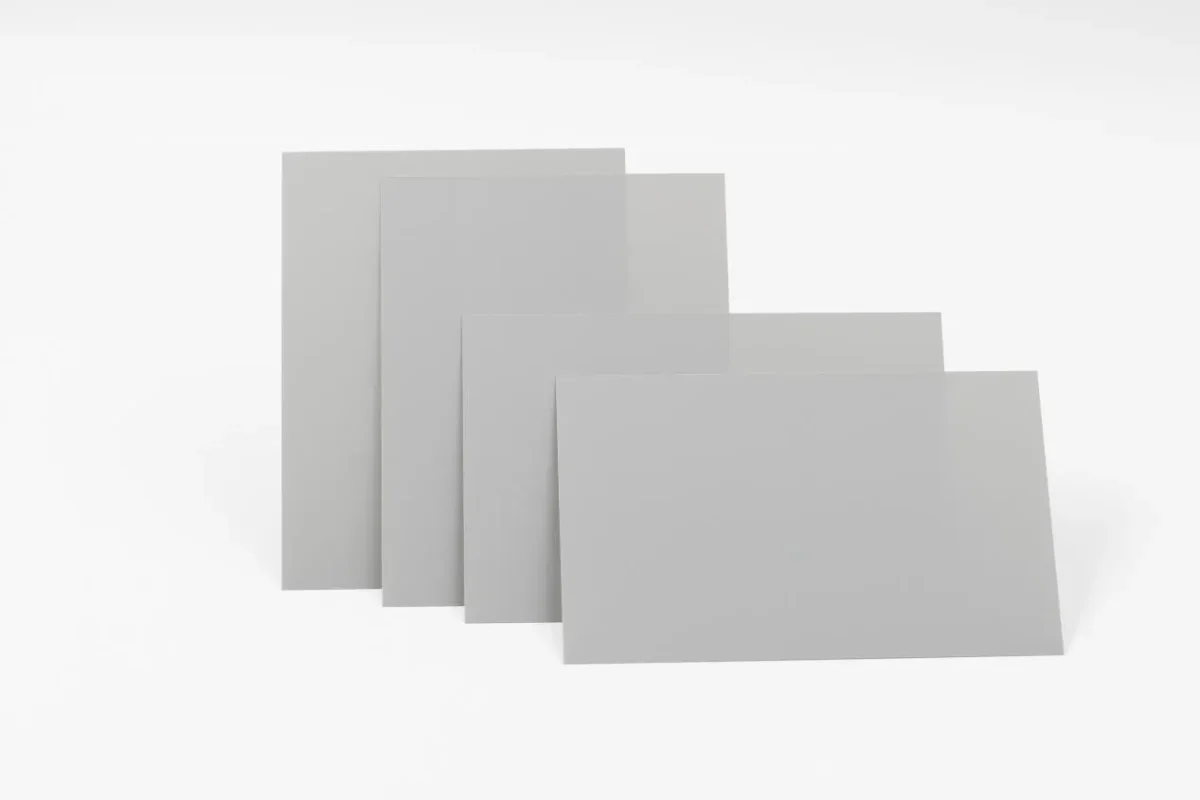
En el sistema de propulsión eléctrica (controlador de motor/inversor) de los vehículos de nueva energía, el módulo de potencia IGBT o módulo semiconductor de potencia es el componente principal. Estos…
En el sistema de propulsión eléctrica (controlador de motor/inversor) de los vehículos de nueva energía, el módulo de potencia IGBT o módulo semiconductor de potencia es el componente principal. Estos…

La cerámica de alúmina se utiliza ampliamente en la industria de altas temperaturas debido a su excelente resistencia a las mismas. Soporta temperaturas de hasta 1800 °C, además de poseer propiedades …
La refrigeración termoeléctrica es una tecnología novedosa con el potencial de revolucionar la forma en que se conservan fríos los productos, ya sean alimentos, vino, cerveza o puros. De hecho, repres…

Gracias a su excelente rendimiento, los anillos de sellado cerámicos de nitruro de boro se utilizan ampliamente en diversos sectores industriales con estrictos requisitos de alta temperatura, resisten…
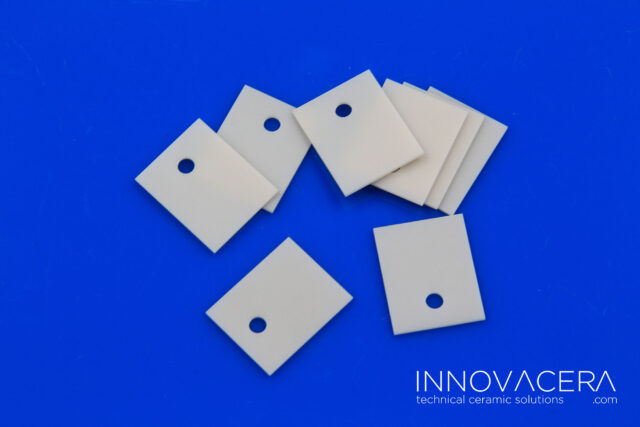
La cerámica tiene muchas aplicaciones prácticas en los LED. En primer lugar, es posiblemente el mejor material para disipadores de calor. Esto se debe a que el aluminio reemplazó al cobre como la alte…

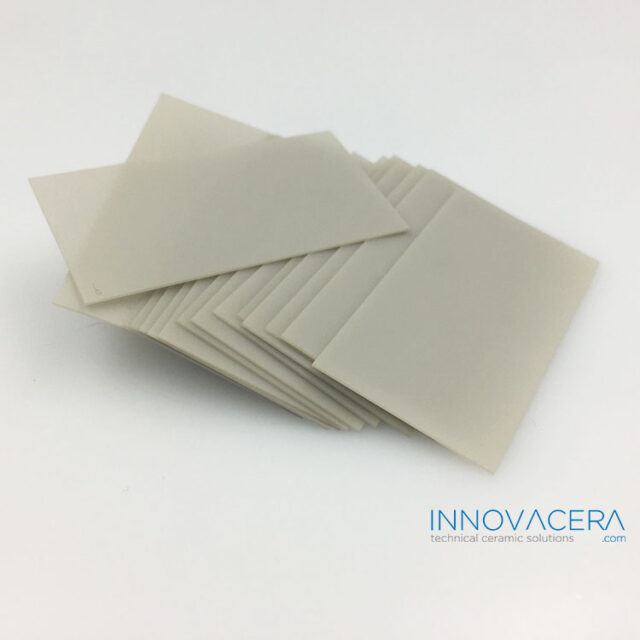
Acerca del nitruro de aluminio prensado en caliente (AlN)Las cerámicas de nitruro de aluminio prensadas en caliente se sinterizan mediante prensado en caliente al vacío. La pureza del nitruro de alumi…
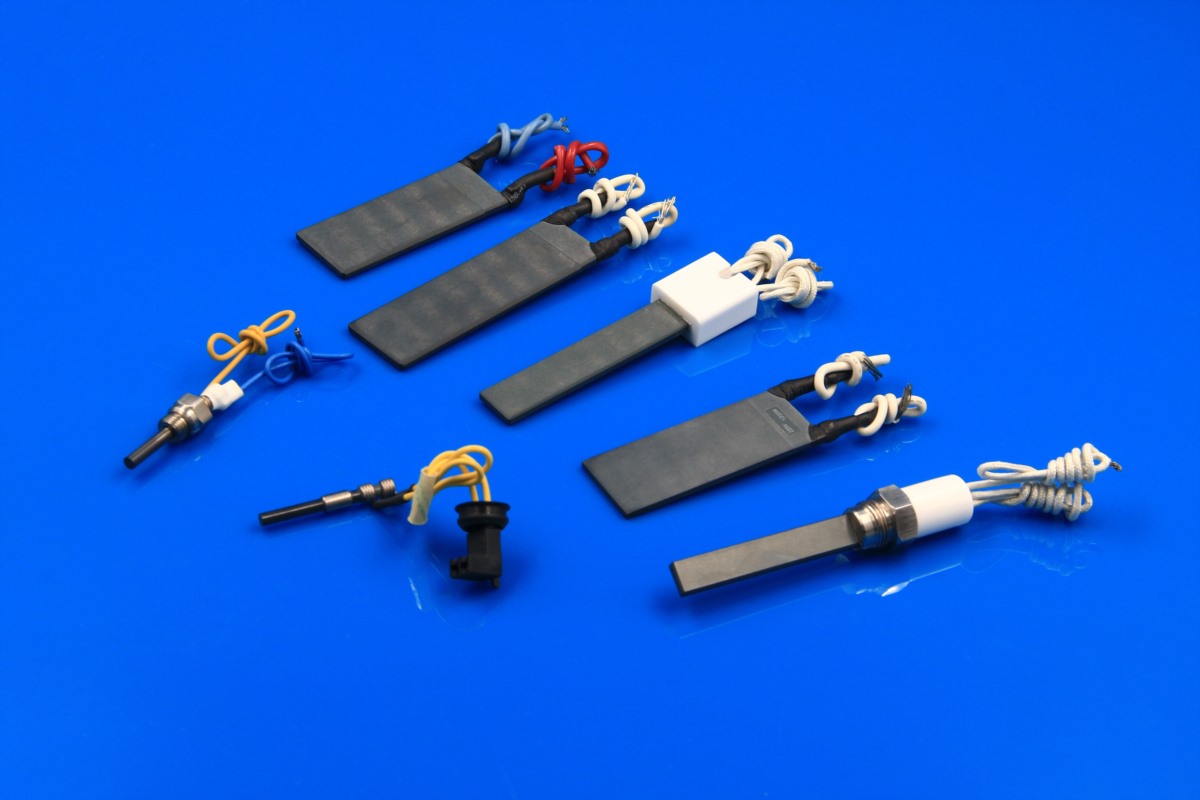
En aplicaciones industriales de energía térmica y electrodomésticos a gas, el sistema de encendido es un componente de arranque fundamental cuyo rendimiento determina directamente la eficiencia de arr…

En los procesos de pulvimetalurgia (PM), se utilizan boquillas de cerámica de nitruro de boro y zirconia según el tipo de metal.Características principales de las boquillas de cerámicaResistencia a al…

La boquilla de nitruro de boro (BN) es una boquilla de alto rendimiento que se utiliza habitualmente en investigación de dinámica de fluidos y experimentos de pulverización en condiciones especiales, …
En general, la mulita se utiliza como material de alta temperatura debido a su excepcional resistencia al calor (soporta temperaturas superiores a 1800 °C). Puede soportar cambios bruscos de temperatu…