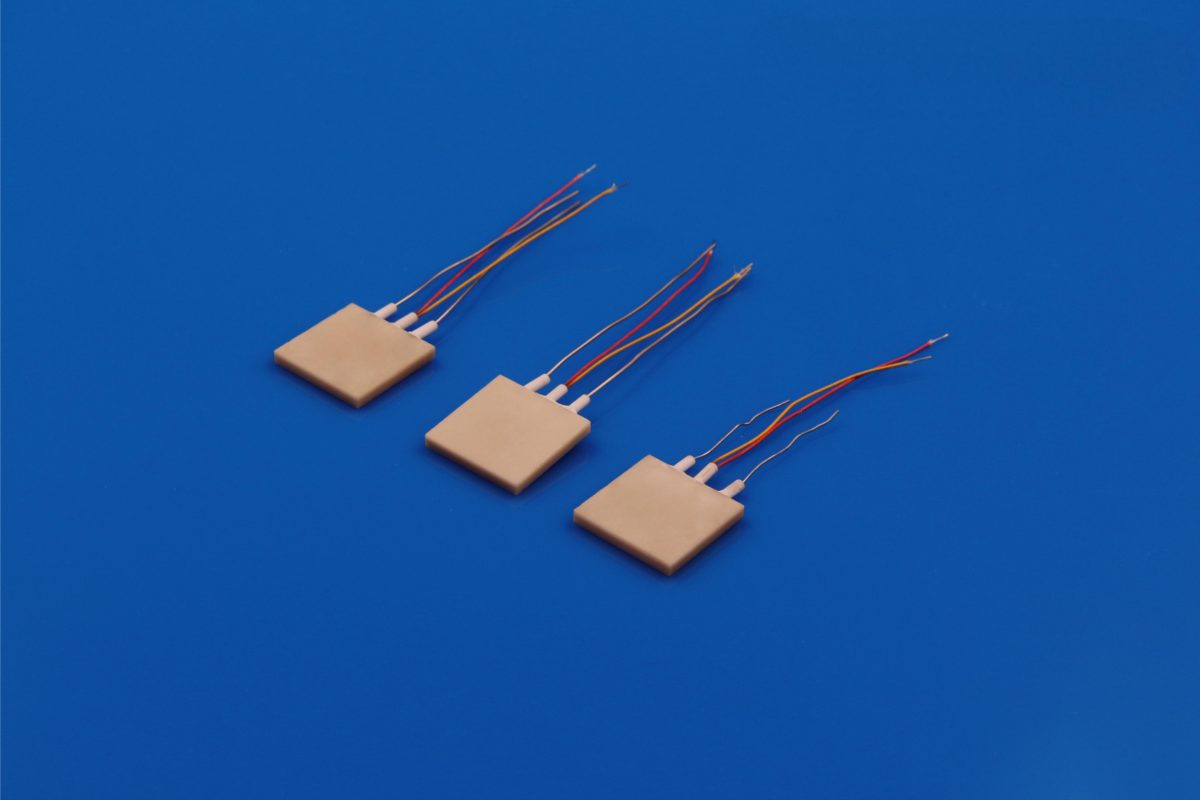
氮化铝加热器主要由氮化铝陶瓷材料制成,是一种高性能加热元件,能够承受极端温度并提供高效的热量分布,彻底改变了高温应用。 氮化铝陶瓷加热器特点:快速加热和冷却:它能够在很短的时间内迅速达到高温,例如,一些数据显示它可以在 5 秒内达到 600°C,这是加热设备中的最佳性能。 高速散热能力,可快速响应温度变化,提高工作效率。优异的导热性能:氮化铝加热器凭借优异的导热性能,能够快速均匀地将热量传递至整…
氮化铝加热器主要由氮化铝陶瓷材料制成,是一种高性能加热元件,能够承受极端温度并提供高效的热量分布,彻底改变了高温应用。 氮化铝陶瓷加热器特点:快速加热和冷却:它能够在很短的时间内迅速达到高温,例如,一些数据显示它可以在 5 秒内达到 600°C,这是加热设备中的最佳性能。 高速散热能力,可快速响应温度变化,提高工作效率。优异的导热性能:氮化铝加热器凭借优异的导热性能,能够快速均匀地将热量传递至整…
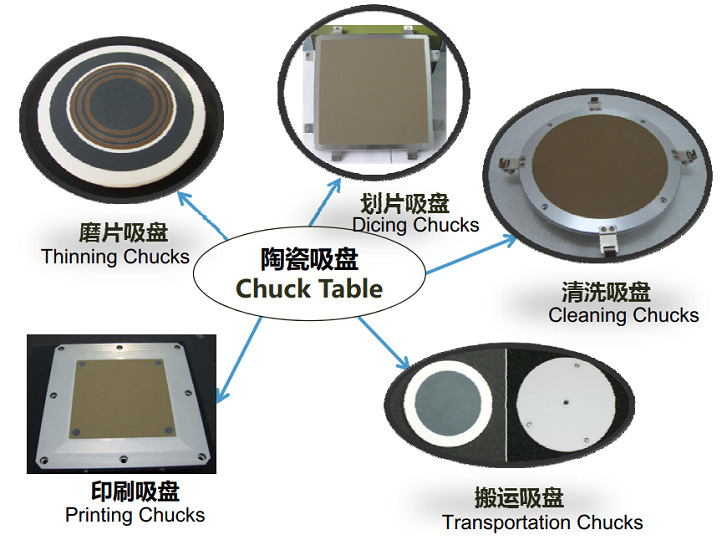
陶瓷吸盘台应用于硅片、半导体化合物晶圆、压电陶瓷、玻璃、LED、半导体封装元件基板、光学元件减薄、切割等领域。主要应用领域:全新和翻新多孔陶瓷吸盘,适用于 Disco、ADT、K&S、Applied Materials TSK、OKAMOTO、Micro Automation、Load Point 等切割锯和磨床。4 英寸、5 英寸、6 英寸、8 英寸、12 英寸常规尺寸,可提供圆形、方形…

热风枪的分类:内置风扇的热风枪;不带风扇的热风枪。干点温度可达1200°C。采用高性能氮化硅陶瓷作为基材,具有高温机械强度高、抗热震性强、耐酸碱腐蚀等特点,兼具优异的绝缘性能和良好的导热性,加上我公司专有的配方和热压制造技术。热风枪安装注意事项:安装氮化硅加热器的热风枪时,出风口应向下倾斜15°。热风枪喷嘴不能越过炉壁(以确保加热板散热,避免烧坏加热板);工作时,喷嘴与炉内颗粒的距离不超过5CM。…

氧化铝陶瓷坩埚用于科学实验和熔融金属等材料。由95氧化铝陶瓷制成,具有耐高温、耐腐蚀的特性,并且比其他材料更耐用。除了氧化铝坩埚,我们还提供氧化锆坩埚。我们提供种类繁多的陶瓷熔炼釉质,满足您所有的熔炼或铸造需求。我们亦可根据要求提供定制尺寸的陶瓷釉质。

陶瓷镊子:精密操作的理想之选凭借其独特的材质特性和功能性设计,陶瓷镊子已成为实验室、电子制造、医疗美容等领域的新型精密工具。材料特性:科技成就品质防静电陶瓷镊子采用氧化锆陶瓷制成,耐磨、耐刮擦,操作简便。该材料具有绝缘性,可在带电环境中安全使用;它还耐高温、耐酸碱腐蚀,在化学环境中性能稳定,避免了金属污染的风险。功能优势:精准与安全的结合传统金属镊子容易出现导电/磁化问题,而陶瓷耐热镊子具有绝缘和…
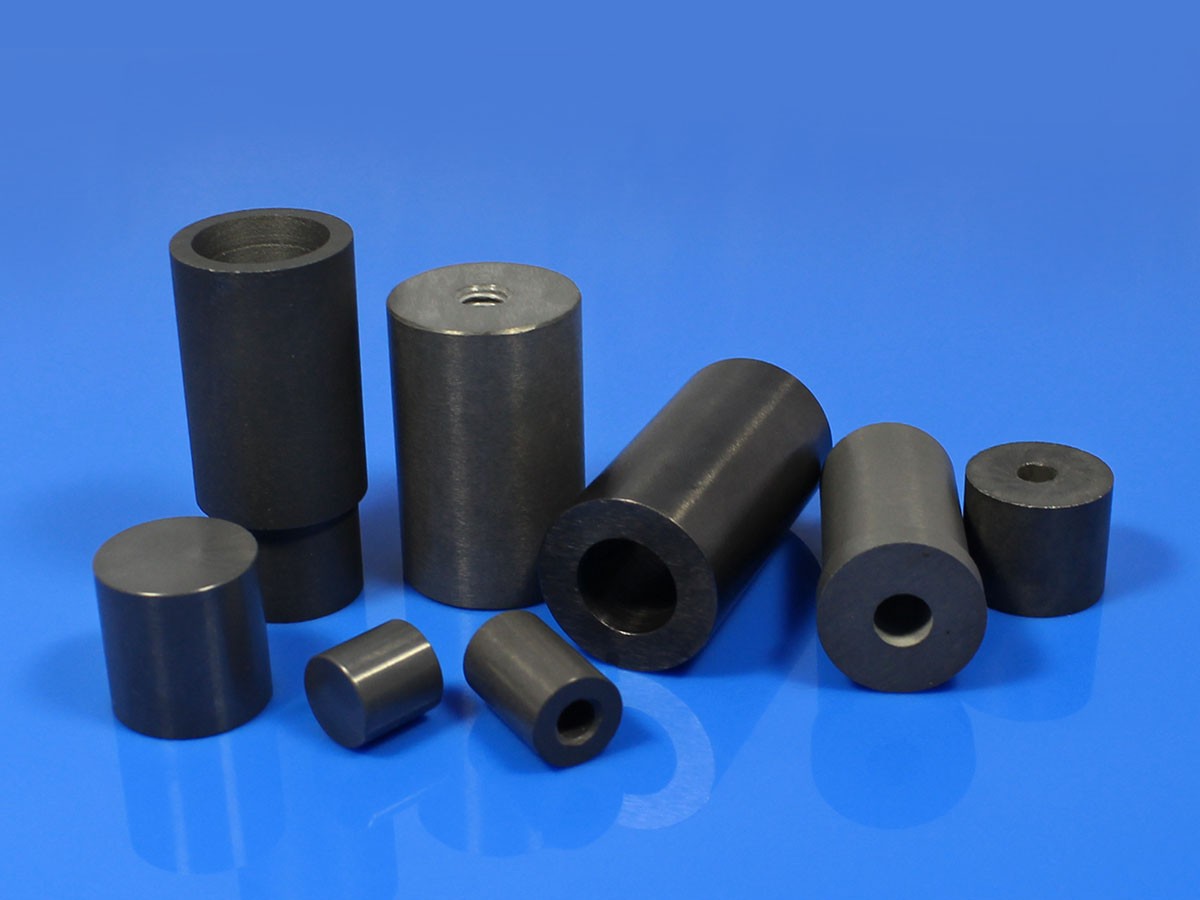
如今,越来越多的公司使用氮化硅滚轮代替金属滚轮。氮化硅滚轮的优点有很多,您需要了解。– 氮化硅耐腐蚀,可在海水中工作而不会生锈。– 氮化硅棒具有出色的耐磨性,其使用寿命是金属的2-10倍。– 氮化硅陶瓷表面光滑,无需润滑即可工作。氮化硅棒的价格看起来比金属滚轮高,但实际上,它比金属滚轮经济得多。让我们看看为什么它更经济。钢制滚轮在海水中工作一周后就会生锈,需要每…
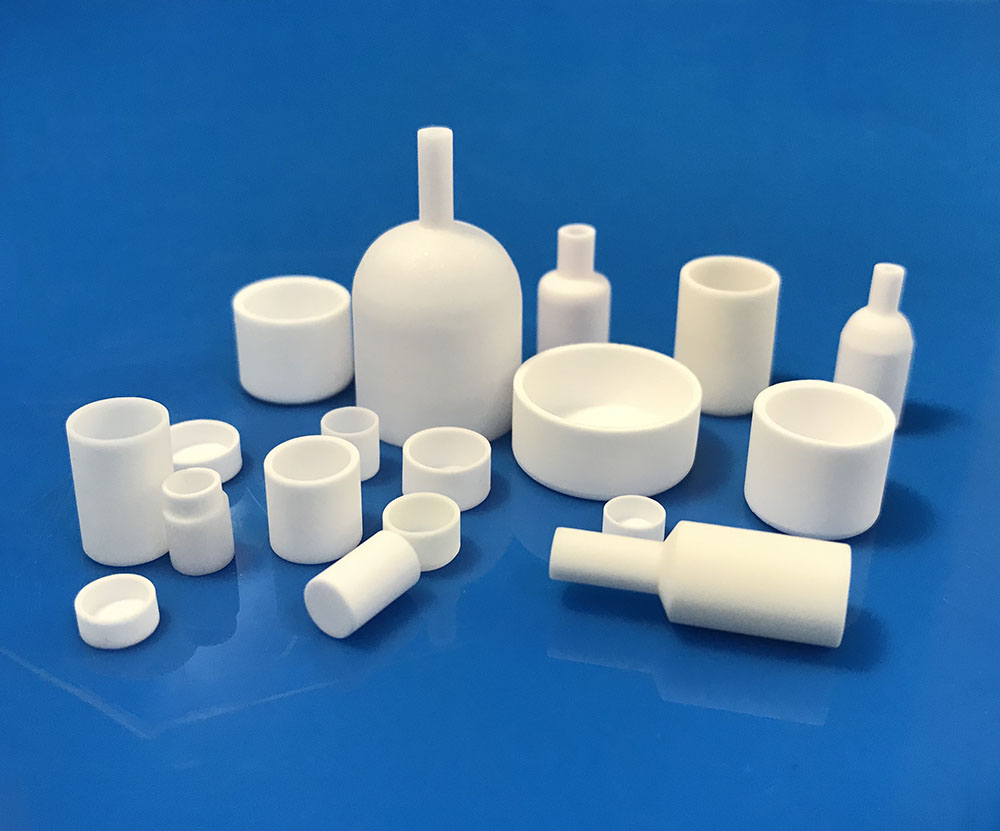
我们的客户来自各行各业,其中很大一部分来自大学或研究中心的实验室。对于这些研究人员来说,我们最合适、最标准的产品是陶瓷坩埚。“陶瓷坩埚”这个词对普通人来说可能比较陌生。然而,坩埚是实验室的好朋友,也是研究人员进行实验的忠实助手。最初,粘土被用来制作坩埚,铂金最早的用途之一也是用来制作坩埚。然而,随着制备技术的发展,现在任何能够熔化或改变其内容物的材料制成的坩埚都可以。图片来自 Pixabay 上的…

新年的钟声敲响,时光飞逝。又一个传统的中国新年即将到来。在这个充满希望的冬天,厦门英诺维萨拉新材料全体员工恭祝大家新年快乐。感谢您在过去一年里对我们的支持与鼓励。希望我们的业绩不负众望,为您留下2019年的美好回忆。也希望在新的一年里,我们能够继续努力,为更多朋友带来更优质的服务和更高品质的产品。对于一直以来与我们合作愉快的朋友们,希望在新的一年里,我们能够建立更加和谐互利的合作关系,并取得长足的…

生物质锅炉系统也称为木质燃料供暖系统、木质颗粒炉。通过使用陶瓷颗粒点火器燃烧原木、颗粒或木片,它能够为单个房间或中央供暖和热水锅炉提供足够的温暖。我们介绍的不是生物质锅炉系统,而是它的点火器——氧化铝陶瓷颗粒点火器。INNOVACERA 陶瓷颗粒点火器利用热风扇和点火鼓风机产生的一小部分能量,可点燃所有类型的燃料,包括原木、玉米、颗粒或木片。点火时间缩短至 60 秒,且温度更高。它是生物质锅炉系统…
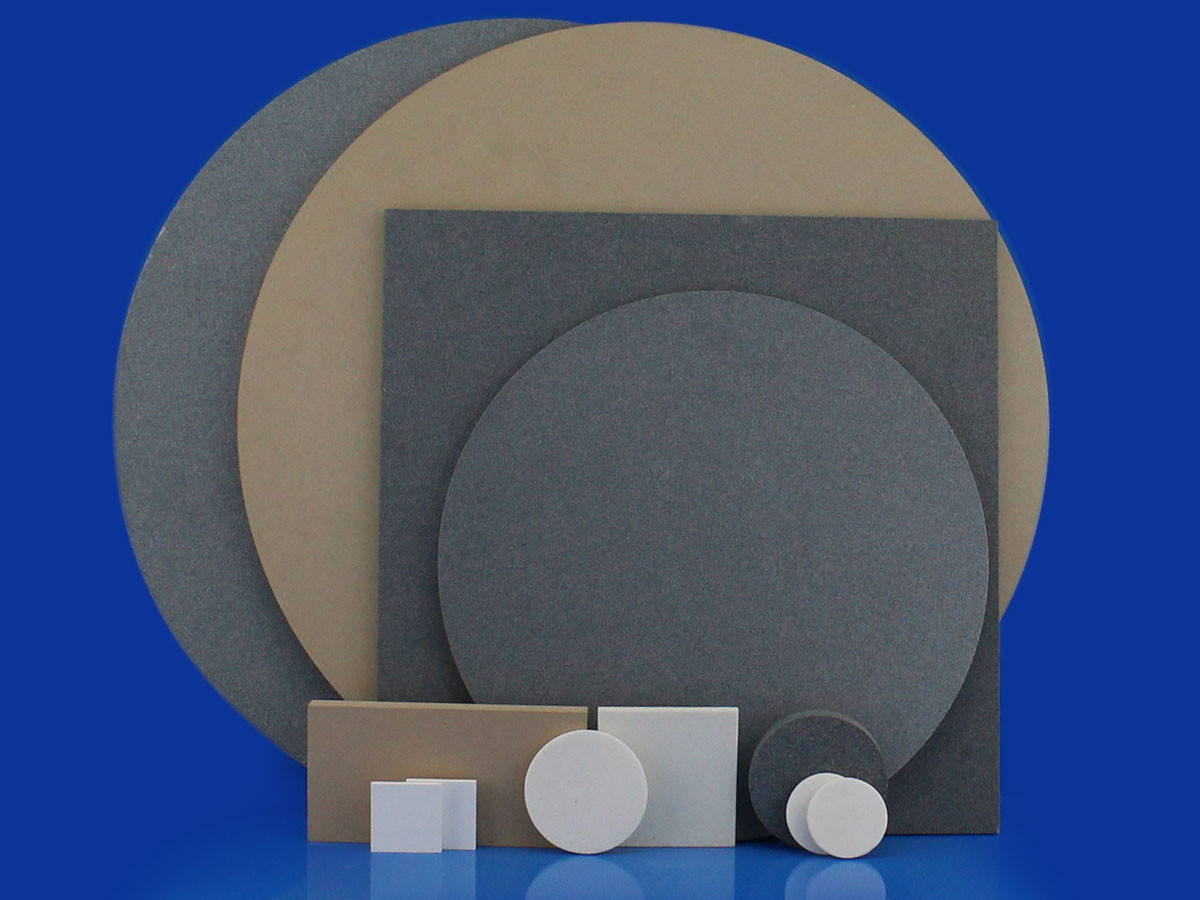
Innovacera 拥有超过 7 年生产多孔陶瓷部件的经验,其产品广泛应用于半导体和制药行业的真空吸盘、过滤器和空气轴承。Innovacera 多孔陶瓷过滤器系列由氧化铝和碳化硅制成。这种坚固均匀的多孔陶瓷具有40-50%的开孔率,孔结构曲折,孔径范围从1微米到100微米。单片单级氧化铝多孔陶瓷的孔径范围包括6微米、15微米、30微米、50微米、60微米和100微米。多孔陶瓷片的加工与其他陶瓷(…