
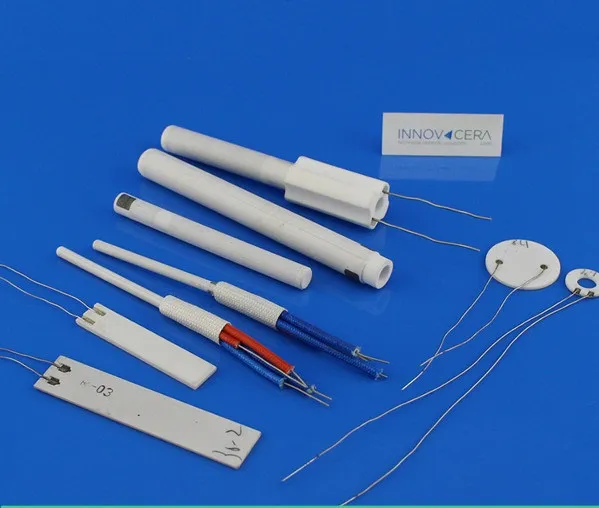
INNOVACERA 为纺织、电线、光纤和医疗行业提供多种陶瓷产品,用于处理丝线、钢丝、铜线和其他线材。产品包括导纱器、套管、导线器、孔眼、尾纤、滑轮、滚轮等。这些产品采用 95% 氧化铝、99% 氧化铝和 99.5% 氧化铝等陶瓷材料制成。表面处理方面,我们可以根据您的要求提供普通、抛光和哑光等多种选择。 我们的优势 – 优异的绝缘性能– 良好的耐磨性和耐高温性̵…
INNOVACERA 为纺织、电线、光纤和医疗行业提供多种陶瓷产品,用于处理丝线、钢丝、铜线和其他线材。产品包括导纱器、套管、导线器、孔眼、尾纤、滑轮、滚轮等。这些产品采用 95% 氧化铝、99% 氧化铝和 99.5% 氧化铝等陶瓷材料制成。表面处理方面,我们可以根据您的要求提供普通、抛光和哑光等多种选择。 我们的优势 – 优异的绝缘性能– 良好的耐磨性和耐高温性̵…
MCH陶瓷加热器已成为消费电子产品(例如热熔胶枪、电烙铁、美容仪和智能马桶盖)中成熟、主流且安全的标准解决方案。 为什么消费电子产品更倾向于使用陶瓷加热器(而非传统加热器)?成本初始成本中等至较高,但由于使用寿命长,总体拥有成本较低初始成本低,但由于使用寿命短,更换成本高对比产品陶瓷加热器 (MCH)传统云母/镍铬丝安全性绝缘性能优异,无漏电,耐干烧易发生故障和漏电,干烧时有火灾风险使用寿命10…

在纺织机械、精密卷绕设备以及各种高速旋转工艺领域,摩擦部件的稳定性直接影响设备的运行效率和整体使用寿命。传统的金属和塑料摩擦片在长期高速高温摩擦条件下容易出现磨损、变形和打滑,导致设备故障率上升、维护频率增加,停机成本持续居高不下。陶瓷摩擦片凭借其优异的耐磨性、尺寸稳定性和耐腐蚀性,已成为工业摩擦系统升级的首选解决方案。 1. 一体化结构设计:工作盘、切削盘和导光盘 陶瓷摩擦片采用专门的一体化结构…
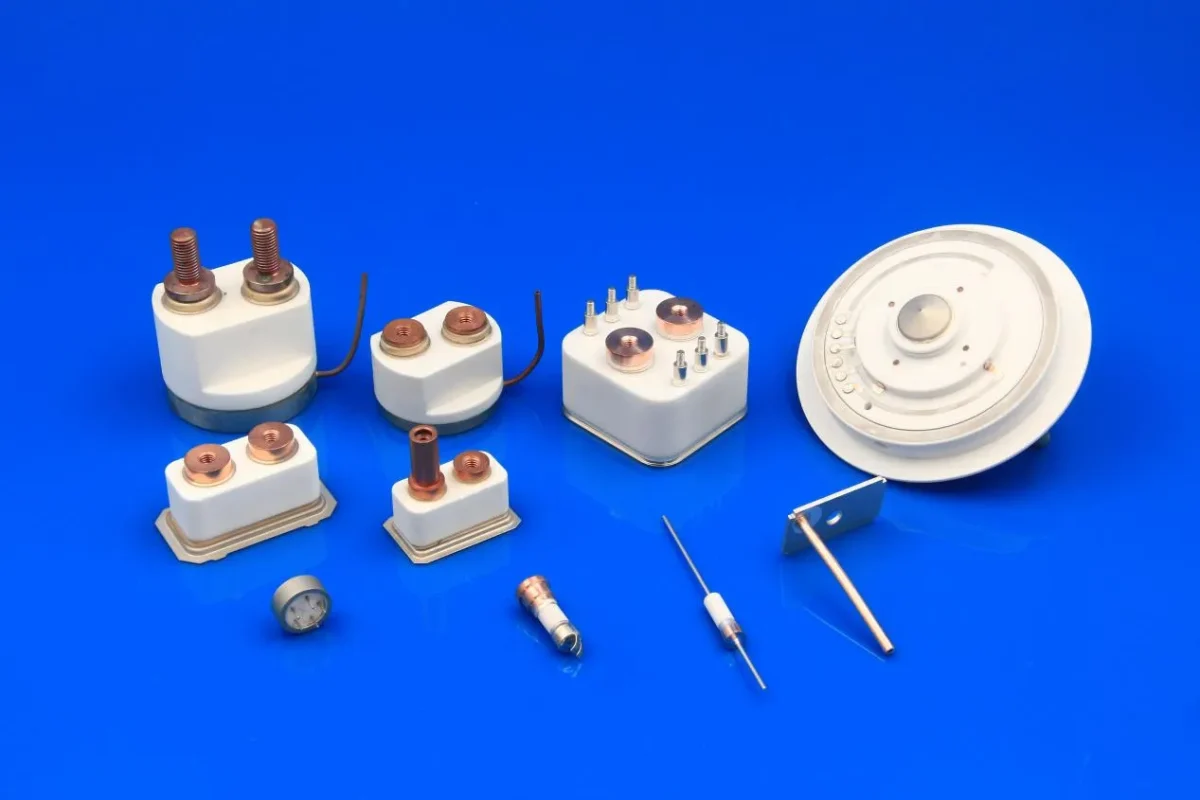
陶瓷具有耐热、绝缘、耐磨和耐腐蚀等特性,适用于高温、真空和腐蚀性环境,广泛应用于半导体、光电子和各种工业设备中。然而,陶瓷本身无法独立完成承载、导电和密封等功能,需要与金属进行组装。陶瓷和金属的热膨胀系数差异显著,焊接后容易出现应力开裂、界面分离和结合力弱等问题。为了实现稳定的连接,必须合理选择合适的金属材料,并配合相应的金属化处理和焊接工艺。本文基于实际应用场景,对材料选择、焊接工艺和实施建议进…

氧化锆珠是由氧化锆(ZrO₂)经高温烧结而成的研磨介质。其特性包括:莫氏硬度达8.5(接近刚玉),堆积密度为5.6–6.0 g/cm³(高比重),磨损率极低(<50 ppm/h,低污染),以及耐酸碱腐蚀(在pH 1–14范围内保持稳定)。在涂料行业的研磨应用中,它能有效降低成本、提高固含量、增强产品性能并改善工艺操作条件。 氧化锆珠在涂料研磨中的优势01. 提升工艺速度与效率 氧化锆珠不会阻…

很多人忽略了这一点。过去两年里,关于碳化硅(SiC)的热议主要集中在电动汽车领域——比如快充、逆变器等应用。 但最近,我从热设计团队那里听到了一些不同的声音。 他们正悄然将碳化硅陶瓷散热器从电动汽车原型车中移出,转而将其应用于储能领域——包括电池柜、电网级储能集装箱,甚至是家用储能墙(Powerwall)。 为何会有这种转变?因为储能系统处于高温运行状态的时间要长得多。 试想一下:电动汽车在快充…
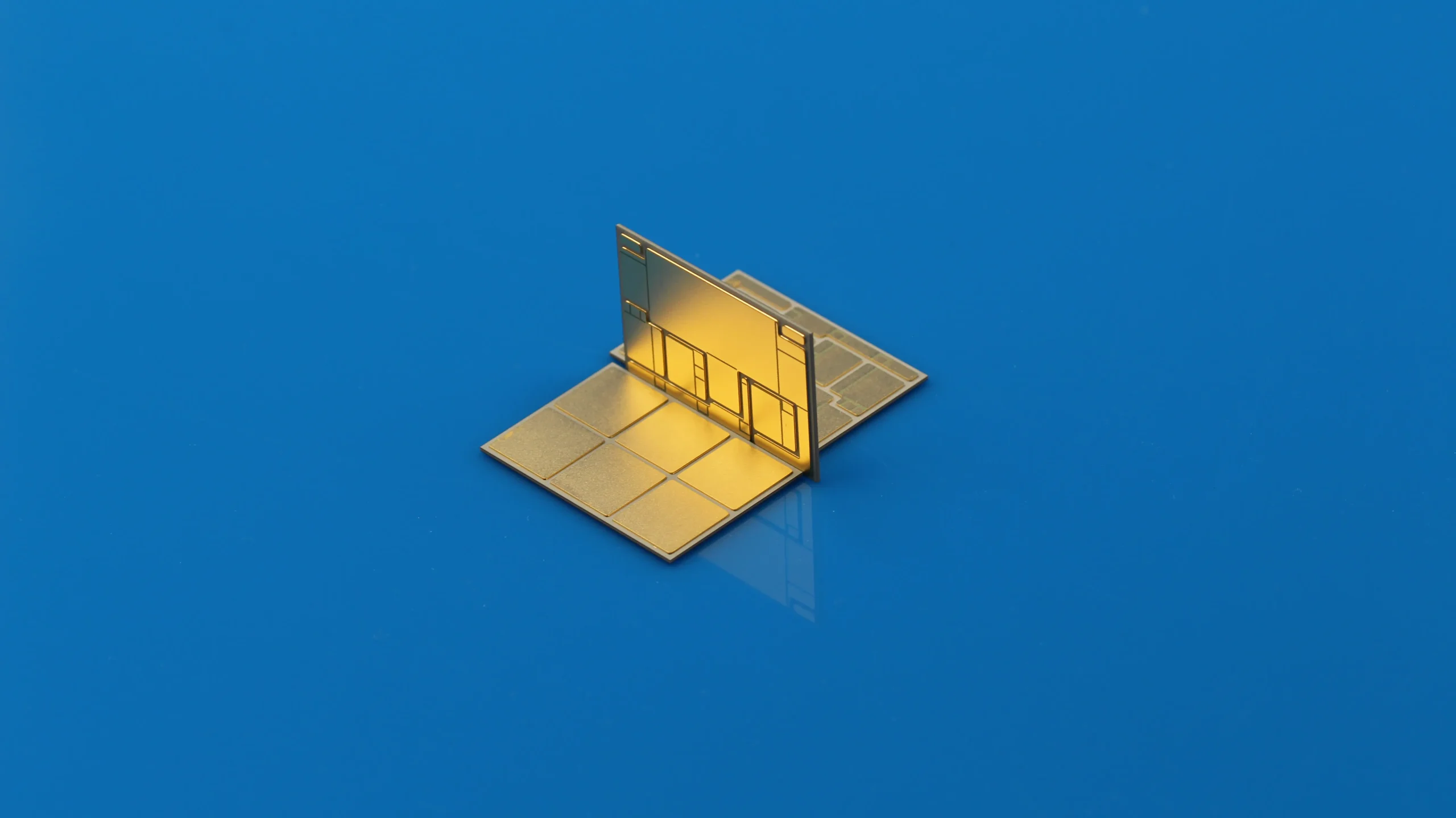
在工业应用中,陶瓷基板不仅可用于电子封装结构,还可用作绝缘和机械支撑部件。因此,陶瓷基板的厚度并非可以随意设定的参数。无论是氧化铝 (Al₂O₃) 和氮化铝 (AlN) 等陶瓷材料,还是 DBC、DPC 和 AMB 等金属化结构体系,基板厚度都会直接影响结构的可靠性、散热能力以及后续的加工稳定性。市场上常见的陶瓷基板厚度通常是经过长期工程应用,综合考虑可制造性、可靠性和加工稳定性后,逐步形成的工程…

随着智能家居的普及,智能马桶已成为日常生活舒适生活不可或缺的一部分。其冲水、烘干、座圈加热和喷嘴消毒等功能均由陶瓷加热元件实现。与传统的电加热丝相比,这种元件隐藏在马桶本体内部,在提升用户体验、确保安全性和延长产品使用寿命方面具有显著优势。一、为什么选择陶瓷作为加热材料?陶瓷耐高温、耐腐蚀且绝缘性能优异,确保在电气环境中使用时具有很高的安全性。这使得陶瓷元件可以安全地嵌入座圈、水路甚至烘干系统中。…

在激光泵浦腔、红外加热器和高强度光源系统中,陶瓷反射器是优化光能传输、提高能量利用效率的核心部件。它们能够将泵浦光均匀地引导至激光晶体或靶区,直接影响设备的输出效率和运行稳定性。随着工业激光器和医疗领域对高温稳定性和光学性能要求的不断提高,99%氧化铝(Al₂O₃)陶瓷反射器已逐渐取代传统的金属涂层结构,成为主流技术路线。那么,在众多陶瓷材料中,为什么它能够长期保持行业标准地位呢? I. 核心应用…

半导体设备的技术迭代正在加速,朝着更高精度和更高功率的方向发展。其运行环境也变得越来越苛刻。长期暴露于高温、真空和高频等复杂条件下,普通金属容易发生热变形,传统的绝缘材料也会逐渐失效,难以满足长期稳定运行的要求。高温绝缘陶瓷凭借其优异的耐热性、绝缘性和化学稳定性,能够轻松适应各种极端条件,已成为半导体设备核心制造的首选关键材料。1. 为什么半导体制造工艺需要高纯度陶瓷材料?随着半导体制造设备不断向…