
LaB6陶瓷是由低价硼和稀有金属元素镧组成的无机非金属化合物,是一种耐高温、耐恶劣环境的耐火陶瓷。LaB6陶瓷因其理想的热学、化学和电子性能而具有广泛的应用。由于LaB6陶瓷具有高温下发射电流密度高、蒸发速率低的特点,它一直是一种性能优越的阴极材料,在工业应用中已逐渐取代一些钨阴极。 特点:1. 优异的抗热震性2. 良好的电导率3. 优异的抗化学和氧化性4.高电子发射率5.真空中稳定 应用:• 扫…
LaB6陶瓷是由低价硼和稀有金属元素镧组成的无机非金属化合物,是一种耐高温、耐恶劣环境的耐火陶瓷。LaB6陶瓷因其理想的热学、化学和电子性能而具有广泛的应用。由于LaB6陶瓷具有高温下发射电流密度高、蒸发速率低的特点,它一直是一种性能优越的阴极材料,在工业应用中已逐渐取代一些钨阴极。 特点:1. 优异的抗热震性2. 良好的电导率3. 优异的抗化学和氧化性4.高电子发射率5.真空中稳定 应用:• 扫…
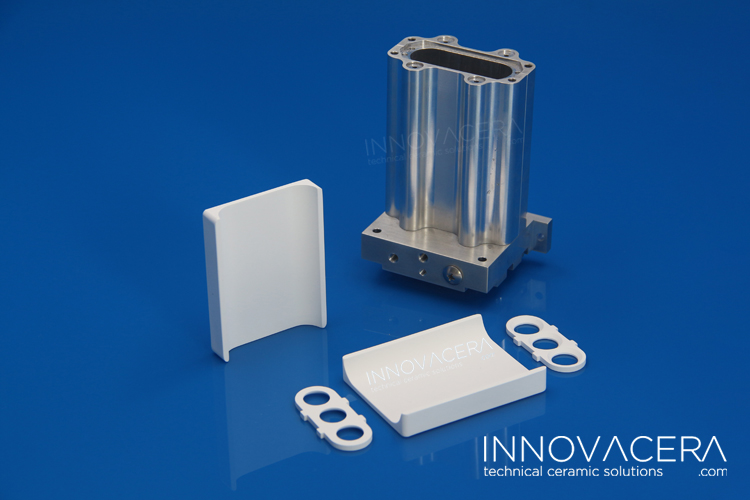
陶瓷激光腔是一种由氧化铝陶瓷材料制成的激光腔。它是激光系统的组成部分,产生并维持激光作用。陶瓷激光反射器是高效漫反射器。在激光主机的泵浦带在 500 nm 至 1200 nm 光谱范围内的激光系统中,可以有效利用近乎完美的漫反射和高反射效率。 Cynosure Elite Plus 激光头腔陶瓷激光腔陶瓷反射器氧化铝陶瓷材料因其高导热性、优异的机械性能和抗热冲击性而成为激光腔的首选材料。 Inno…

技术陶瓷通常具有优异的耐腐蚀性,这主要取决于其化学成分和微观结构。陶瓷的化学成分决定了其与腐蚀介质反应的类型和程度。微观结构,包括晶粒尺寸、孔隙率、微观结构等,也显著影响技术陶瓷的耐腐蚀性。因此,它们具有很强的抗化学侵蚀性,不易与腐蚀性物质发生反应。这种特性使它们适用于腐蚀环境中的各种应用,例如化学工业、石油和天然气工业、海洋应用和发电。此外,技术陶瓷具有低孔隙率、高密度和优异的热稳定性,从而增强…

Innovacera’s team is at Ceramitec 2024 from April 9-12 in Mess Munchen Exhibition Center booth No.A6 145. We had an excellent first day. It is good to see the new and old business partner and friend. …

英诺华供应的主要材料之一——氮化硼主要应用于耐火材料、半导体固相掺杂源、原子堆结构材料、防止中子辐射的包装材料、火箭发动机部件、高温润滑剂和脱模剂。氮化硼烤盘是陶瓷窑炉中用于承载和运输烧成的陶瓷坯体的工具。 这些板材具有许多优异的性能,使其广泛应用于陶瓷和其他高温工业应用。 氮化硼承烧器特点及应用:纯度高:氮化硼镶嵌器通常纯度较高,可达99.7%以上。这可以防止它粘在产品上,污染烧制的陶瓷,并且使…

氮化铝陶瓷加热板广泛应用于半导体行业。 尺寸一般为8英寸。 氮化铝陶瓷加热板的需求非常紧张,但能够加工氮化铝陶瓷加热板的厂家却很少。 主要原因是氮化铝陶瓷加热板加工难度很大。 那么为什么氮化铝陶瓷加热板加工难度大呢?首先我们要了解一下氮化铝陶瓷是什么: 陶瓷行业专家知道,氮化铝陶瓷是先进陶瓷材料,具有高导热率和电绝缘性能,广泛应用于电子行业。 氮化铝晶体属于六方晶系。 它是以四面体为结构单元的共价…
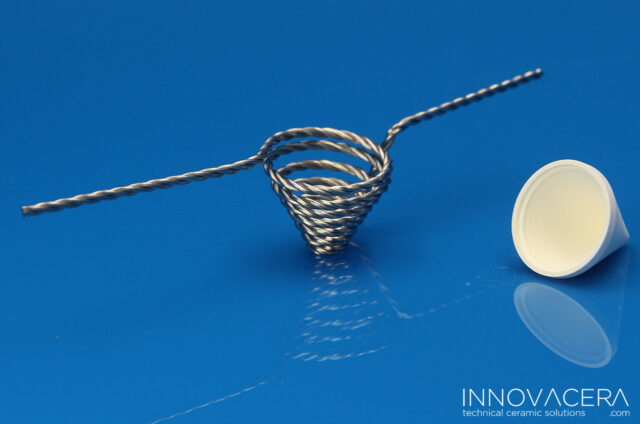
在材料科学和制造领域,热蒸发是将各种物质的薄膜沉积到基材上的基本过程。 无论是在科学研究领域还是工业生产领域,热蒸发的效率和精度都非常重要。 为了满足这一关键工艺的要求,氮化硼陶瓷蒸发舟组成为不可或缺的工具,具有卓越的性能和多功能性。英诺华提供多种氮化硼陶瓷蒸发舟组可供选择,可供随时购买。 该系列的销量已超过10,000台,足以证明其受欢迎程度和可靠性。 BN 陶瓷蒸发舟的功能相当于内部加热的陶瓷…

1、MgO-ZrO2陶瓷计量喷嘴(插入件)主要用于炼钢连铸钢包、转炉中间包、转炉出钢口挡渣机构。特征:良好的抗冲蚀、耐腐蚀性能热震稳定性使用时间一般为50小时,解决堵塞、开裂、扩径等问题。相关通用产品:连铸中间包上水口中间包快换水口连续铸造用定径喷嘴。2、MgO-ZrO2陶瓷雾化喷嘴主要用于粉末冶金行业,黑色和有色金属粉末的冶炼,如镍基合金粉末、铜粉、不锈钢粉末、铁粉和其他高温合金粉末。特征:更高…
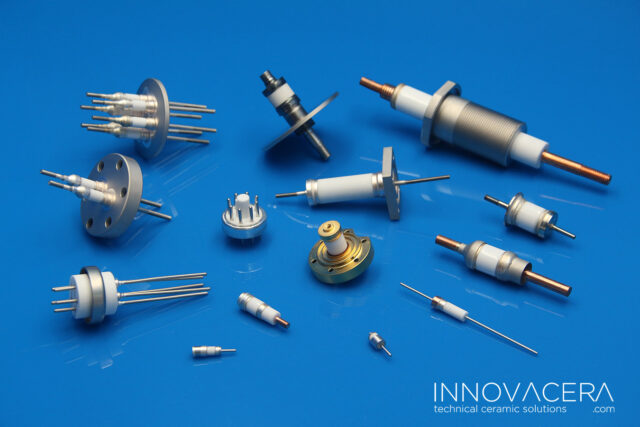
在航空航天、电气和医疗设备应用中,保持气密性和电气隔离至关重要。 确保可靠密封免受环境污染物影响,同时促进电信号传输,需要复杂的解决方案。 陶瓷馈入件已成为不可或缺的组件,在要求苛刻的环境中实现气密性和电气隔离方面具有无与伦比的性能。陶瓷馈通件用作电信号的导管,使它们能够穿过真空室、压力容器或密封外壳等屏障,同时保持紧密密封,防止湿气、气体和其他污染物。 这些优点使得陶瓷馈入件在需要可靠性和耐用性…

金属化陶瓷圆柱体是用于制造真空断路器 (VCB) 的真空灭弧室(通常称为 VI)的关键组件。 VCB 在中压开关设备和配电电路中得到应用,它们在通过抑制电压浪涌来调节配电电压方面发挥着关键作用。英诺华是高纯度氧化铝金属化陶瓷圆柱体的领先供应商。 这些金属化圆筒由于其优异的电绝缘性能而被用于世界各地的真空灭弧室英诺华专注于钼锰 (Mo-Mn) 金属化和镀镍,为这些金属化陶瓷圆筒(真空灭弧室的重要部件…