随着对高性能电子产品的需求不断增长,对可靠、高效的热管理解决方案的需求从未如此强烈。 这就是为什么我们很高兴推出新的陶瓷金属化薄膜垫系列,它是各种要求苛刻的应用的完美解决方案。我们的陶瓷金属化薄膜垫由优质陶瓷材料制成,具有卓越的导热性、优异的机械强度和出色的电绝缘性能。 这些材料与一层金属相结合,提供出色的散热和电气接地能力,使其成为高性能电子设备的理想选择。使用我们的陶瓷金属化薄膜垫,您可以享受…
随着对高性能电子产品的需求不断增长,对可靠、高效的热管理解决方案的需求从未如此强烈。 这就是为什么我们很高兴推出新的陶瓷金属化薄膜垫系列,它是各种要求苛刻的应用的完美解决方案。我们的陶瓷金属化薄膜垫由优质陶瓷材料制成,具有卓越的导热性、优异的机械强度和出色的电绝缘性能。 这些材料与一层金属相结合,提供出色的散热和电气接地能力,使其成为高性能电子设备的理想选择。使用我们的陶瓷金属化薄膜垫,您可以享受…

特种陶瓷和结构陶瓷的种类很多,氮化硅陶瓷因其各方面性能均衡而被称为“结构陶瓷之王”。 适用于机械振动大、热冲击大、电流冲击大、可靠性和稳定性要求高的应用场合。 氮化硅陶瓷粉末的纯度、粒度和晶型对基体成型工艺、烧结工艺和最终产品性能有重大影响。 因此,氮化硅粉体的制备工艺显得尤为重要。氮化硅陶瓷元件具有优良的机械性能、热性能、电性能和化学性能,广泛应用于各个领域。 例如Si3N4陶瓷是制备各种应用陶…

特种陶瓷和结构陶瓷种类繁多,氮化硅陶瓷因其各方面性能均衡而被誉为“结构陶瓷之王”,适用于机械振动大、热冲击大、电流冲击大、要求可靠性和稳定性高的场合。氮化硅陶瓷粉末的纯度、粒度、晶型对基片成型工艺、烧结工艺、最终产品性能等都有重要影响,因此氮化硅粉末的制备工艺尤为重要。氮化硅陶瓷元件具有优异的机械性能、热性能、电性能和化学性能,广泛应用于各个领域。如Si3N4陶瓷是制备陶瓷基体的优良材料,在各种应…

氮化铝陶瓷常用的烧结方法要制备高导热率的AlN陶瓷,在烧结过程中必须解决两个问题:一是提高材料的致密化,二是尽量避免氧原子溶解在高热导率的晶格中。 常温烧结。 常见的烧结方法有以下几种:1、常压烧结2、热压烧结3、高压烧结4、气氛烧结5、放电离子烧结6、微波烧结这次我们重点关注热压氮化铝:为了降低氮化铝陶瓷的烧结温度,促进陶瓷的致密化,可以采用热压烧结的方式制备氮化铝陶瓷,这是制备高导热致密化Al…
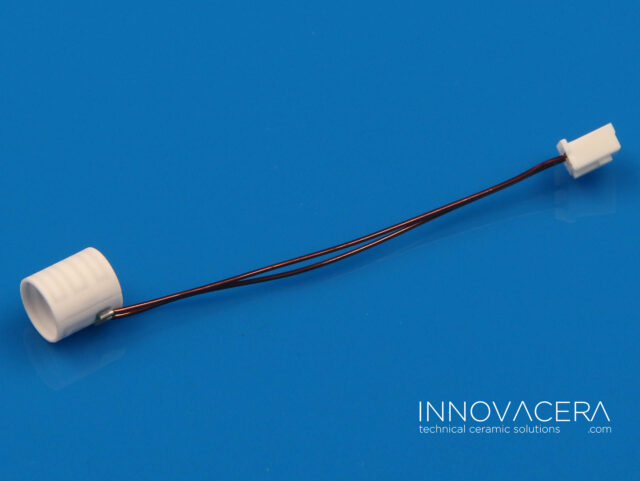
新型热端与传统热端有什么区别? 1、新型热端由喷嘴、加热元件、冷端(挤出机的其他部分)组成,并集成了加热器和热敏电阻。 该设计有效解决了传统热端无法精确控制温度、热效率低的问题。2、由于能够快速更换喷嘴,当喷嘴堵塞或卡住时,只需更换新喷嘴即可。 每次更换喷嘴都会与灯丝重新连接,因此可以在最短的时间内恢复打印。 而且由于喷嘴和喉部集成为一个单元,因此也不存在材料泄漏的可能性。3、重量和体积减小,因此…

氮化铝是一种非自然存在的人造晶体,具有六方晶系的纤维状红锌矿晶体结构,为共价键非常强的化合物,质轻、强度高、耐热性高、耐腐蚀性好,曾被用作熔炼铝的坩埚,也是一种性能优良的电子陶瓷材料。 氮化铝陶瓷具有高热导率、低膨胀系数、高强度、耐高温、耐化学腐蚀、高电阻率、低介电损耗等特点,是理想的大规模集成电路散热基板和封装材料,是制造高热导率氮化铝陶瓷基板的主要原料。 氮化铝陶瓷基板优点:1.导热性能优良…
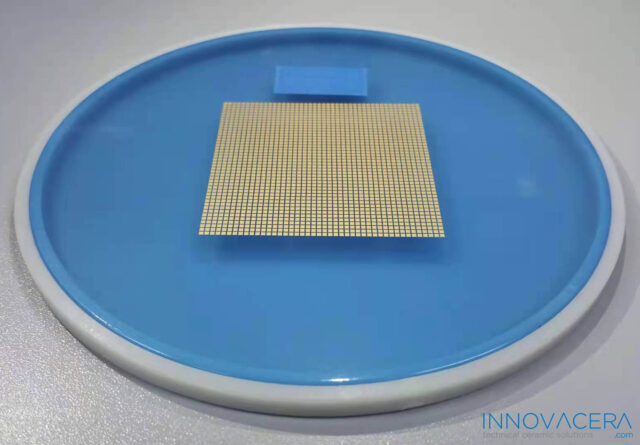
电子封装基板种类繁多,常用的基板主要分为塑料封装基板、金属封装基板和陶瓷封装基板。塑料封装材料通常导热系数较低,可靠性较差,不适合高要求场合。金属封装材料导热系数高,但一般热膨胀系数不匹配,价格昂贵。电子封装常用的是陶瓷基板。陶瓷基板与塑料、金属基板相比,具有以下优点:1.绝缘性能好,可靠性高;2.介电系数低,高频性能好;3.膨胀系数低,热导率高;4.气密性好,化学性质稳定,对电子系统有较强的保护…
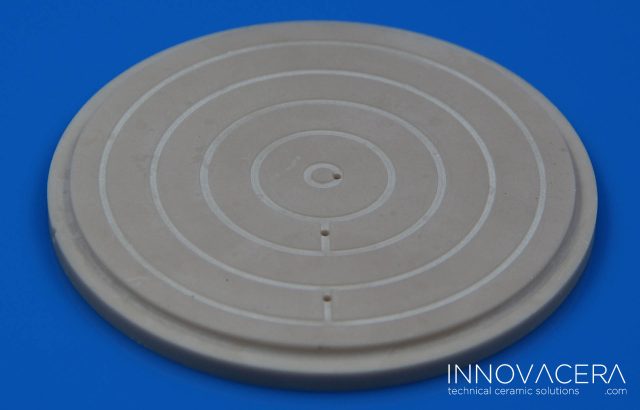
氮化铝陶瓷具有优良的导热性能、可靠的电绝缘性、较低的介电常数和介电损耗、无毒且热膨胀系数与硅相匹配,是新一代高集成度半导体基片和电子器件的理想封装材料,还可以用作热交换器、压电陶瓷及薄膜的导热填料。AlN陶瓷可用作覆铜基板、电子封装材料、超高温器件封装材料、大功率器件平台材料、高频器件材料、传感器用薄膜材料、光电子用材料、涂层及功能增强材料。 应用: 1.散热基板及电子器件封装适用于封装混合电源开…
可加工陶瓷最突出的特点就是可加工性好,可以用通用的金属加工设备进行车削、铣削、刨削、锯切、磨削、切割、攻丝等加工,制成各种形状复杂的零件,并能达到相当高的加工精度,不需要特殊的工具和设备。 可加工玻璃陶瓷具有优良的电绝缘性能,机械强度高,耐急冷急热(广泛应用于焊接夹具、光学玻璃成型模具等)。其耐腐蚀性能也优于普通陶瓷,相对于聚四氟乙烯更耐腐蚀、不老化、使用寿命长,因而用于各类化工设备。 可加工陶…
2024年,Innovacera将参加包括Ceramitec 2024在内的4个国外展会。如果您也恰好参加或参观过这些展会,欢迎来展会与我们见面。以下是有关Ceramitec 2024的更多信息。展会名称:Ceramitec 2024日期:2024年4月9日至12日地点:慕尼黑展览中心; Am Messeturm, 81829 MunichCeramitec 2024 规模: -30,000 平方…