
颗粒炉是一种易于使用且工艺精湛的传统木质炉灶替代品。以下是安装木质颗粒炉的注意事项和方法。去年冬天,康涅狄格州的房主 Keith Goodrow 和 Jody Willis 开始寻找降低燃料费用的方法。Goodrow 是一名土木工程师,Willis 是一名兽医,他们每年要花费约 3000 美元购买燃油来取暖和生产热水。为了节省燃料费用,他们决定效仿一位邻居,这位邻居安装了燃烧木质颗粒(确切地说是锯…
颗粒炉是一种易于使用且工艺精湛的传统木质炉灶替代品。以下是安装木质颗粒炉的注意事项和方法。去年冬天,康涅狄格州的房主 Keith Goodrow 和 Jody Willis 开始寻找降低燃料费用的方法。Goodrow 是一名土木工程师,Willis 是一名兽医,他们每年要花费约 3000 美元购买燃油来取暖和生产热水。为了节省燃料费用,他们决定效仿一位邻居,这位邻居安装了燃烧木质颗粒(确切地说是锯…
过去的陶瓷主要具有艺术价值和家庭价值。如今的陶瓷则拥有广泛的工业应用。电子领域期待着电子设备的微型化。陶瓷工程师将把非功能性的封装部件转变为设备的功能性组件。为了实现这一目标,新的陶瓷材料和新的加工方法将被开发出来。光纤的发展彻底改变了通信行业。随着组件微型化,光电集成电路也将随之融入。高温超导体将为磁悬浮车辆、廉价电力和改进的核磁共振成像 (MRI) 打开大门。随着超导体通过薄膜带在传感器和存储…
Innovacera作为一家技术陶瓷制造商,与中国高校及科研院所的教授或研究人员在陶瓷材料研究方面有着长期的合作。热压氮化硼组件7月15日,Innovacera非常荣幸地宣布,一种名为ZSBN的新型氮化硼陶瓷材料已在德国科隆大学(Delta University)和美国科隆大学(Delta College)获得批准。该材料由两位中国大学教授黄教授和陈教授合作开发,他们专注于技术陶瓷材料研究超过10…
陶瓷材质泵轴30年前,丹麦格兰富公司率先在其中央供暖循环泵中使用氧化铝陶瓷轴,成为该领域的先驱。点击放大 (171 KB) 从那时起,仅格兰富一家就已使用陶瓷轴和轴承制造了约3000万台泵,其中大部分至今仍在运行——因此,我们可以肯定地说,这些材料在此类应用中表现出色!图中零件是由纯度为95%的氧化铝制成的泵轴,由Aegis公司供应,用于小型泵。这些泵的用途广泛,从化学品处理到加热水循环、花园池塘…
8月20日,INNOVACERA工厂被百得公司(Black & Decker)选为陶瓷片长期战略供应商。百得公司是全球500强企业之一,在电动工具及相关配件、家用五金、紧固件等领域的研发、设计和制造方面拥有领先地位。其产品在100多个国家享有盛誉,市场占有率极高。2006年7月,百得公司投资750万美元,在厦门建立了其在中国的首个生产基地(也是全球第12个生产基地)。新工厂主要生产家用五金…
Sure Fire Plus 火花塞采用高铝绝缘材料,可提供更高的电压而不会发生电气击穿,并能适应现代汽油发动机更紧凑的封装窗口。总部位于密歇根州南菲尔德的联邦莫古尔公司 (Federal-Mogul Corp.) 是一家汽车原厂 (OEM) 和售后市场零部件及系统供应商,该公司推出了一款新型高性能火花塞,该火花塞采用高铝绝缘材料,使其能够满足现代高输出汽油发动机日益增长的热量、电压和其他要求。据…
您是否需要用于常规应用的陶瓷加热器/加热元件,例如用于生物质燃烧器的点火或热风生成?或者,您正在寻找针对实验室设备或专用机器的定制解决方案?Innovacera 的高温陶瓷加热元件是您的理想之选!我们的加热元件在普通加热筒早已失效的领域证明了其价值:在 800°C 以上的温度范围内。氧化铝陶瓷加热元件及系统:1). 最高元件温度:持续和交替运行可达 900°C,短时间可达 1,200°C2). 仅…
高纯度多孔氧化铝陶瓷,Al2O3 含量高达 99%,广泛用于长寿命陶瓷激光反射器。该材料经高温烧结,孔隙率可控。主要特点表面可密封并涂覆耐日晒釉,以获得高反射率600-1000nm 波长范围内反射效率高达 97%400-1200nm 波长范围内反射效率超过 95%(见曲线)孔隙率可控导热性良好电阻率高物理特性颜色:白色烧结后体积密度:3.1 g/cm3标称表观孔隙率:22%抗弯强度(ASTM C1…
Innovacera 是一家专业的技术陶瓷部件供应商,与中国高校和科研院所的教授和研究人员在陶瓷材料研究方面有着长期的合作。Innovacera 非常荣幸地宣布,一款名为“无阀陶瓷活塞泵”的新型陶瓷泵已通过客户测试。特点Innovacera 陶瓷泵具有液体无污染、精度高、使用寿命长等特点……符合制药、食品化妆品行业的最高卫生健康标准。化学稳定性高,耐酸、耐腐蚀,温度。坚硬耐磨,颗粒释放极小,使用寿…

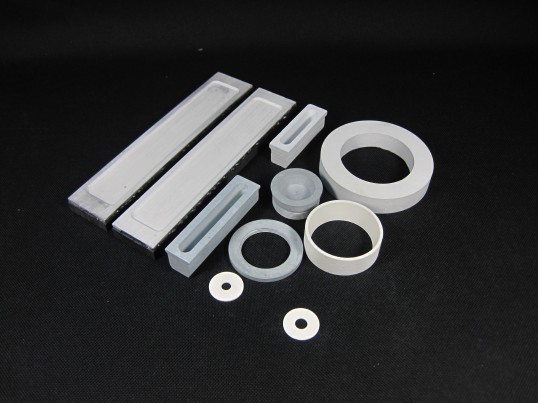
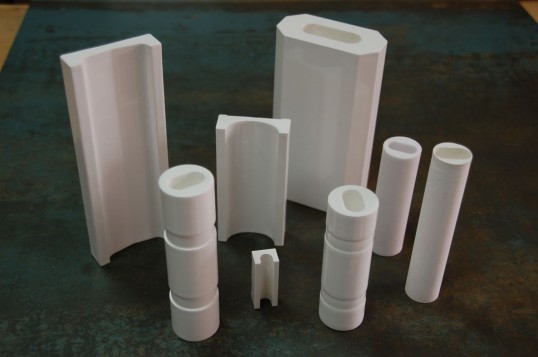
Innovacera 在中国厦门供应各种高纯度陶瓷材料。我们是领先的耐磨陶瓷供应商,提供针对磨损和腐蚀问题的解决方案。我们的解决方案基于您的应用参数:磨损类型、系统和设备设计、工作温度和材料。Innovacera 的细颗粒氧化铝、氮化硅和氧化锆陶瓷具有优异的性能,可针对任何磨损应用优化解决方案。耐磨陶瓷内衬可提高各种典型应用的生产效率,包括:灰管线 …水槽 除尘器喷雾干燥机 削片机…