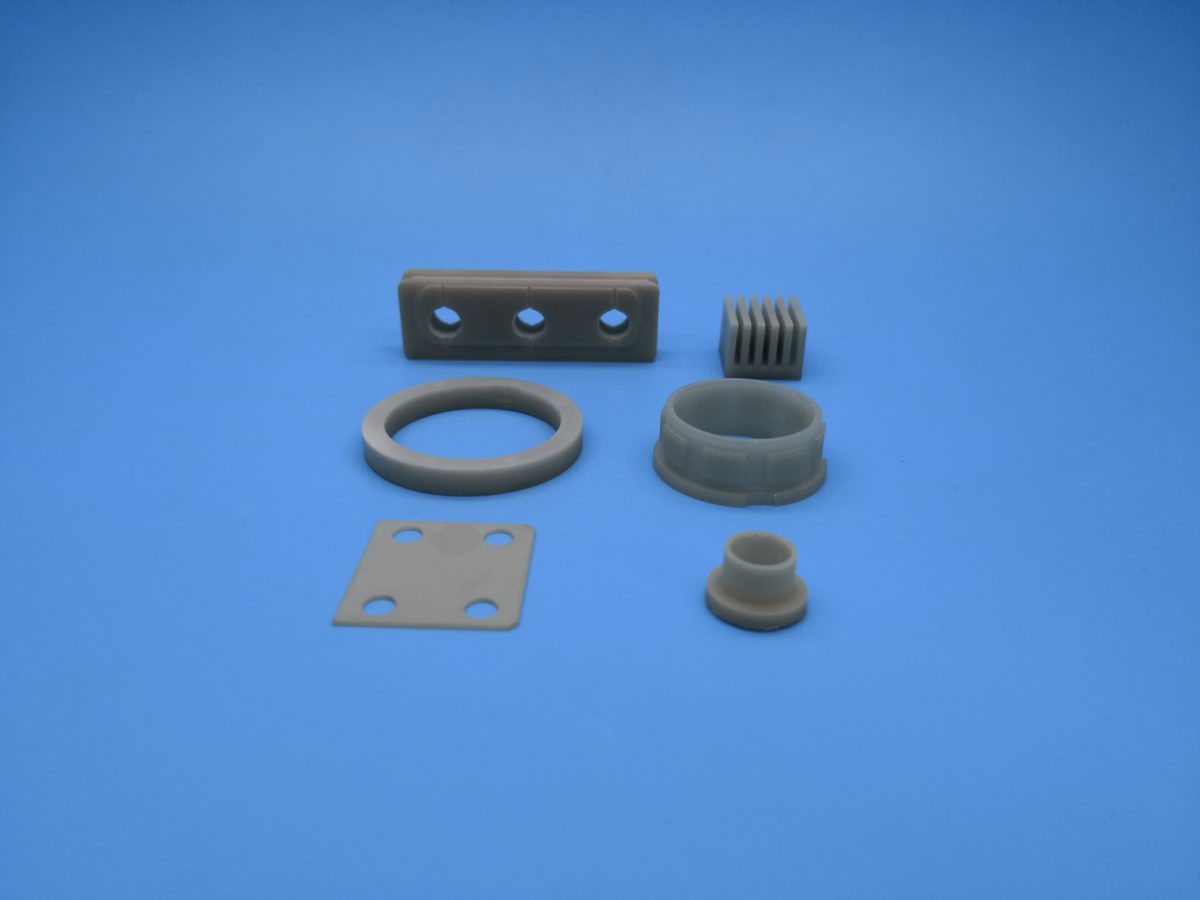
Aluminum Nitride Ceramic (AlN) is an ideal material widely used in situations that demand both high thermal conductivity and electrical insulation. This unique ability makes AIN ideal for managing rap…
Aluminum Nitride Ceramic (AlN) is an ideal material widely used in situations that demand both high thermal conductivity and electrical insulation. This unique ability makes AIN ideal for managing rap…
Established in Aug. 2012, Innovacera offers metalized advanced ceramic materials and brazing of hermetic assemblies for demanding applications.The products serve the Aerospace, Communications, and oth…

Two main materials are used for manufacturing of alumina ceramic heater in mainstream market: Metal or Ceramic.High thermal conductivity and excellent insulation makes ceramic more advantage in new re…

Boron Nitride is a high temperature, lubricious ceramic. It offers excellent electrical resistance, chemical stability, and wet ability.Boron nitride shapes and ceramic components are critical compone…

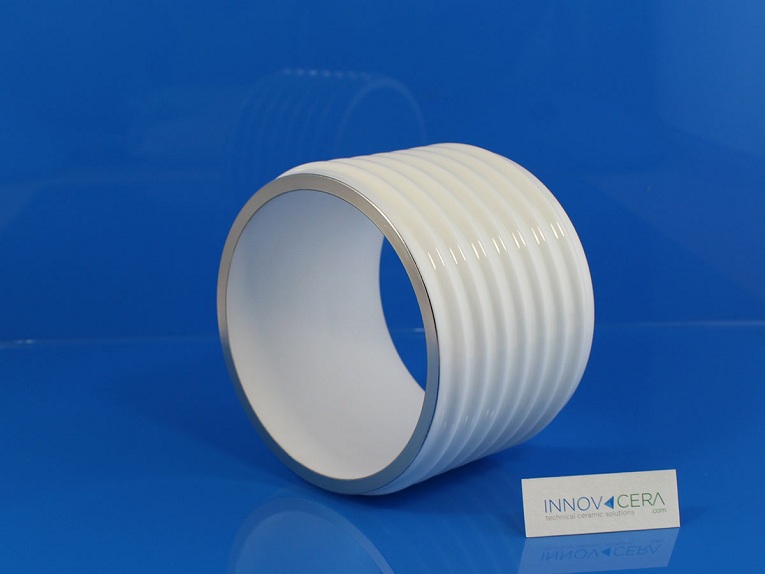
Innovacera is a leading metallized ceramics suppliers.The metallized ceramic is using in critical assemblies brazed.Metallization applies a thin metallic coating to an area of a substrate or other sha…

INNOVACERA’s silicon nitride heating elements are normally rectangular in shape. These heaters have a lot of operation zone up to 1000 degree C and a cold zone in the contact area. The encapsula…

If you’ve been using metal cutlery your entire life, you should know there is another way.Learn more about ceramic knives and see what fits you best!1. A ceramic knife weighs less than metal kni…

The snap-off blades are available for various cutting applications.INNOVACERA snap-off ceramic blades are an excellent choice for de-burring plastic, profile extrusion, laying flooring, trimming wallp…
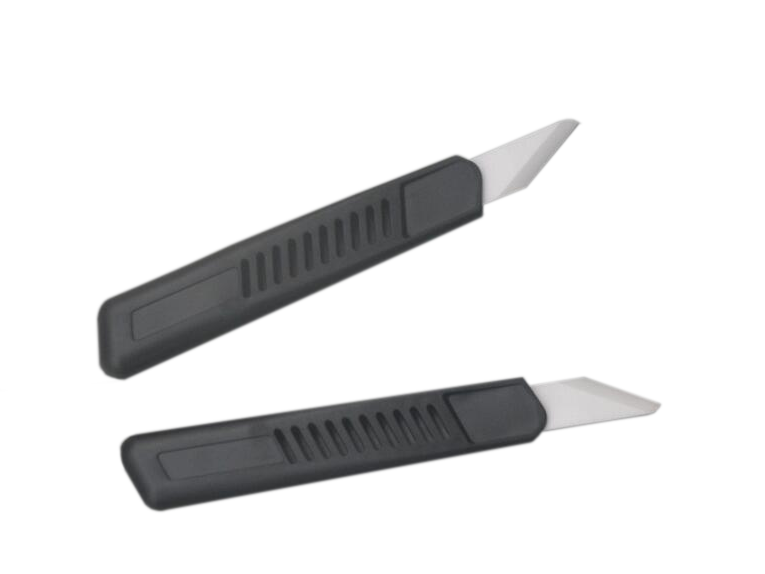
Zirconia Ceramic material is ideal for removing the burrs of plastic, metals and rubber. Because it is durable and has high hardness.Our knife can smooth the edge and remove sprayed points and separat…
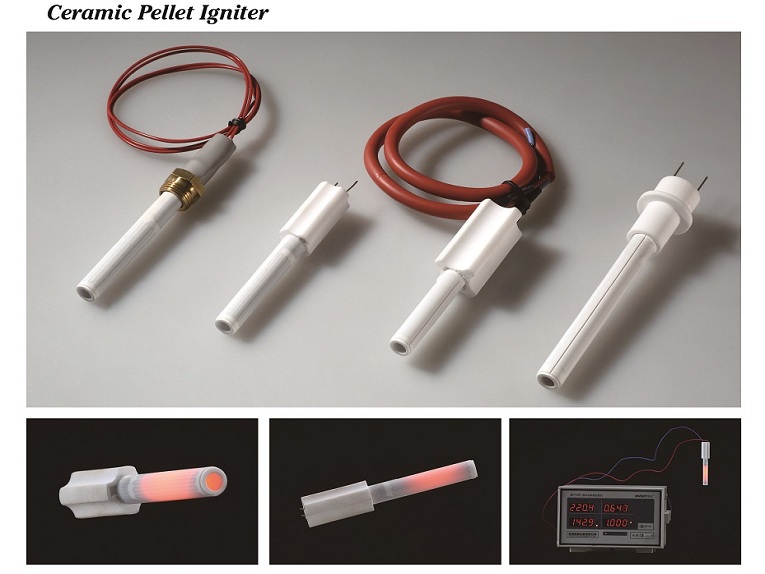
Ceramic Biomass Igniter is for igniting wood, pellets, and other biomass fuels.Innovacera specialized in hot surface igniters. And we have many years of experience.These advanced igniters are the best…