Ten side blades are used for the aircraft industry. Its slim and flat structure is capable of reaching into tight spaces. We use quality zirconia ceramic with features of non-rust, non-conductive and …
Ten side blades are used for the aircraft industry. Its slim and flat structure is capable of reaching into tight spaces. We use quality zirconia ceramic with features of non-rust, non-conductive and …

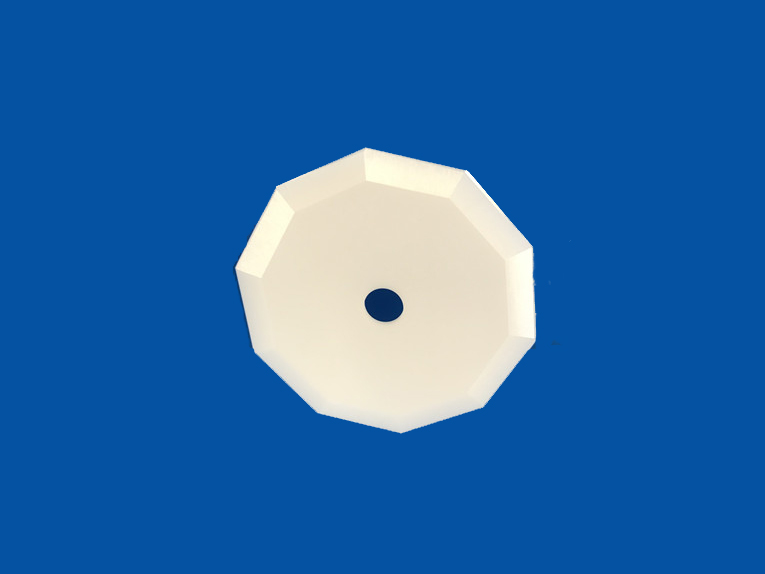
Introduction to ceramic reflector The material of the ceramic reflector is 99% Al2O3. Its green body is fired at a suitable temperature to retain the proper porosity and strength. The surface of the c…
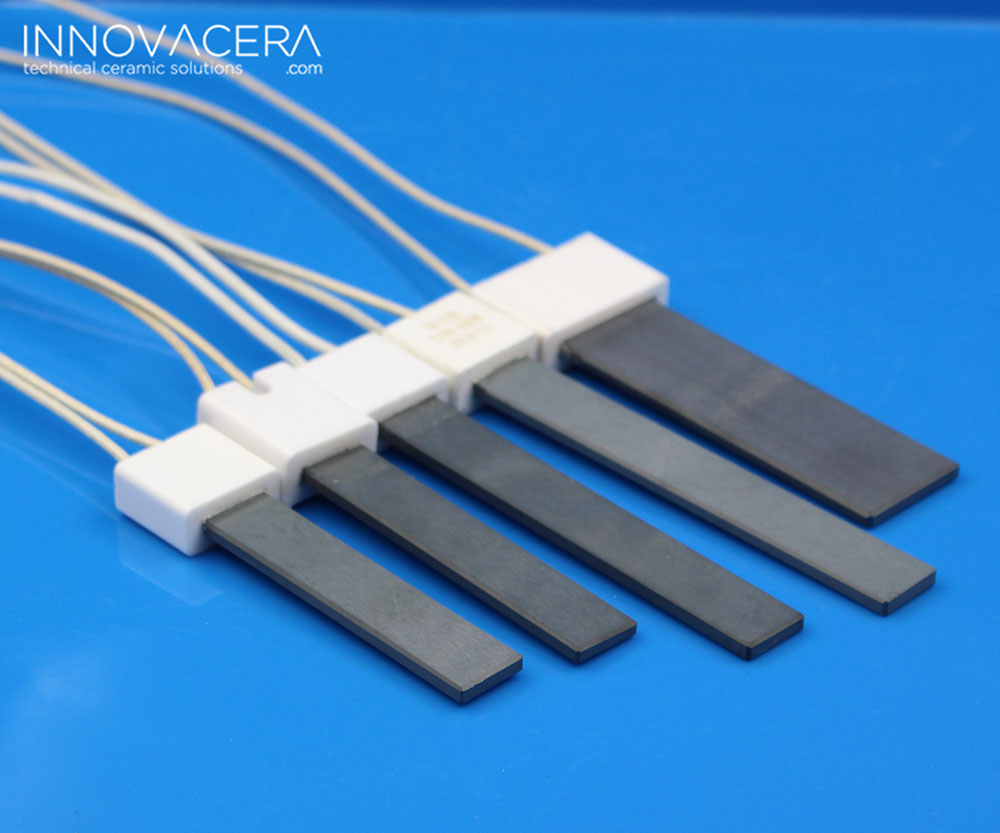
Silicon Nitride Heater has the properties of high-temperature resistance, rapid speed-up, high thermal conductivity, which makes it widely apply for parking heater, heating element for central heating…

MCH ceramic heating component is a highly efficient environmental protection and energy-saving ceramic heating components, mainly to replace now the most widely used alloy wire electronic components a…
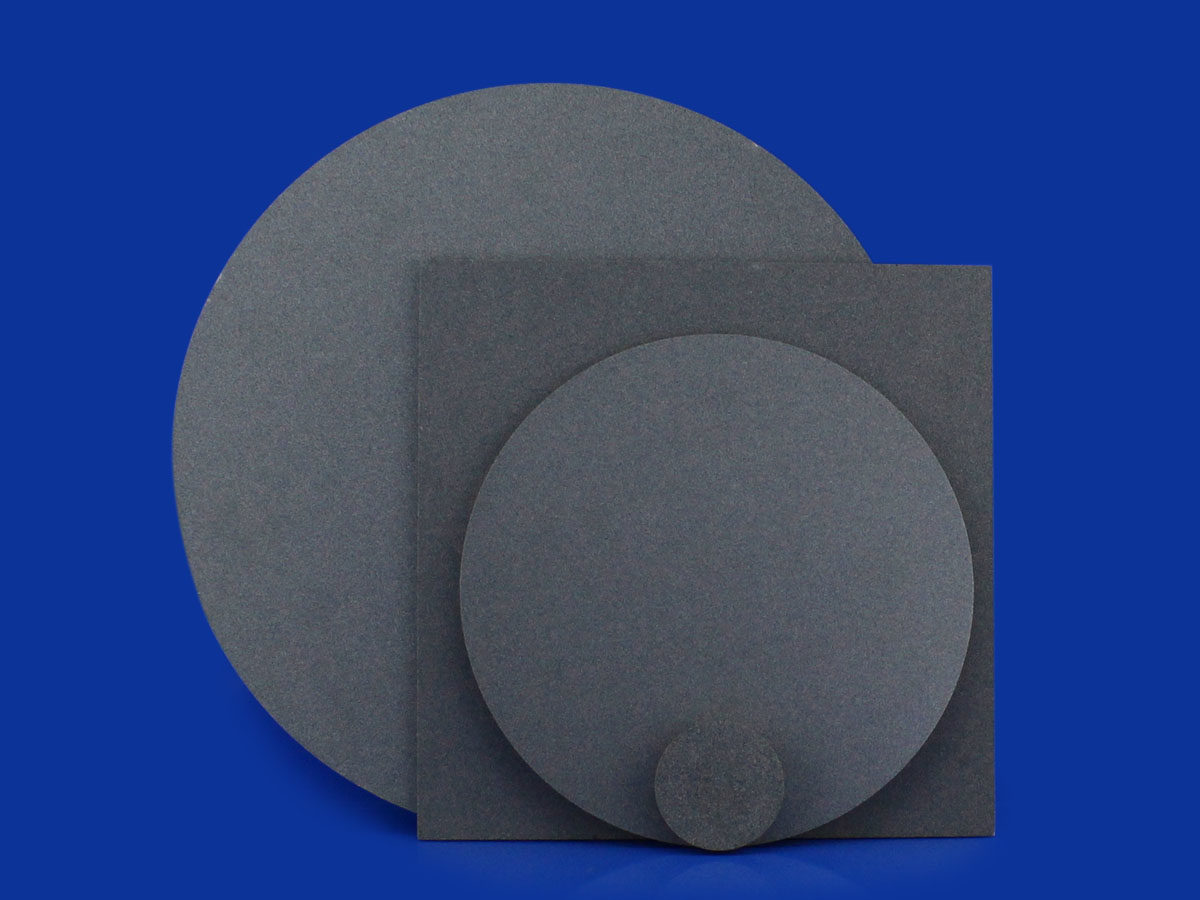
Application:Semiconductor wafer processing, laser numerical control processing, PCB, flexible screen, precision grinder, air floating platform, air bearing, optical components.1) The smaller the pore …
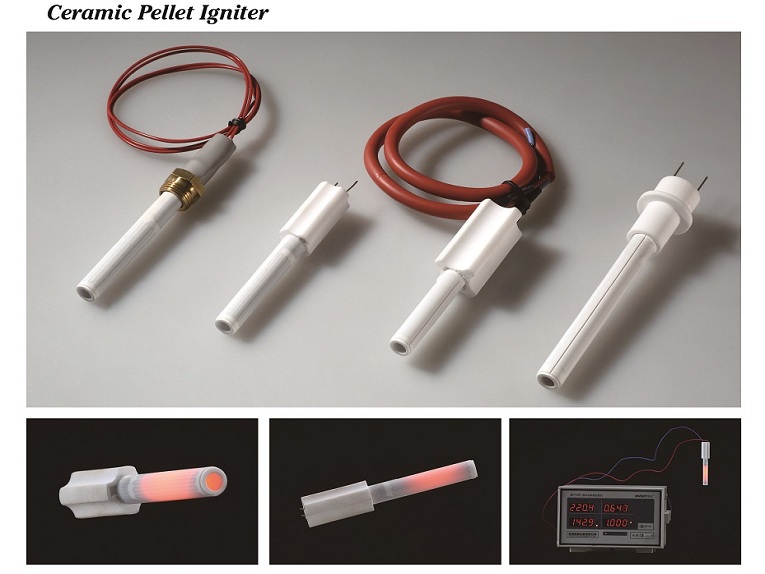
INNOVACERA® Ceramic Igniters Will Keep You Warm In The Coming Winter offers ceramic igniters for hot surface ignition systems in heating applications. These high strengths, heat resistant ceramic igni…

Brief Introduction:Zirconia ceramic blades allow you to spend more time slitting product and less time changing blades. Zirconia’s extreme hardness, combined with its superior resistance to corr…
Product Segment Analysis of the Silicon Nitride Ceramic Substrate Market is:Market Growth by Types:High Thermal Conductivity SubstrateRegular SubstrateMarket Growth by Applications:Power ModuleHeat Si…

Boron Nitride ceramic is a kind of refractory ceramic with low expansion and high thermal conductivity. This makes it to be an ideal choice to molten metals. It’s effortless to be machined to cu…

Advanced technical ceramics are generally produced on a relatively small scale. Expensive raw materials are used, but these are compensated for with the resultant improved properties and consistency.T…