
Dear Partners,Merry Christmas and Happy New Year ❤️ 🎄❤️Best Wishes to you and your family. 💏👭💕The INNOVACERA team
Dear Partners,Merry Christmas and Happy New Year ❤️ 🎄❤️Best Wishes to you and your family. 💏👭💕The INNOVACERA team

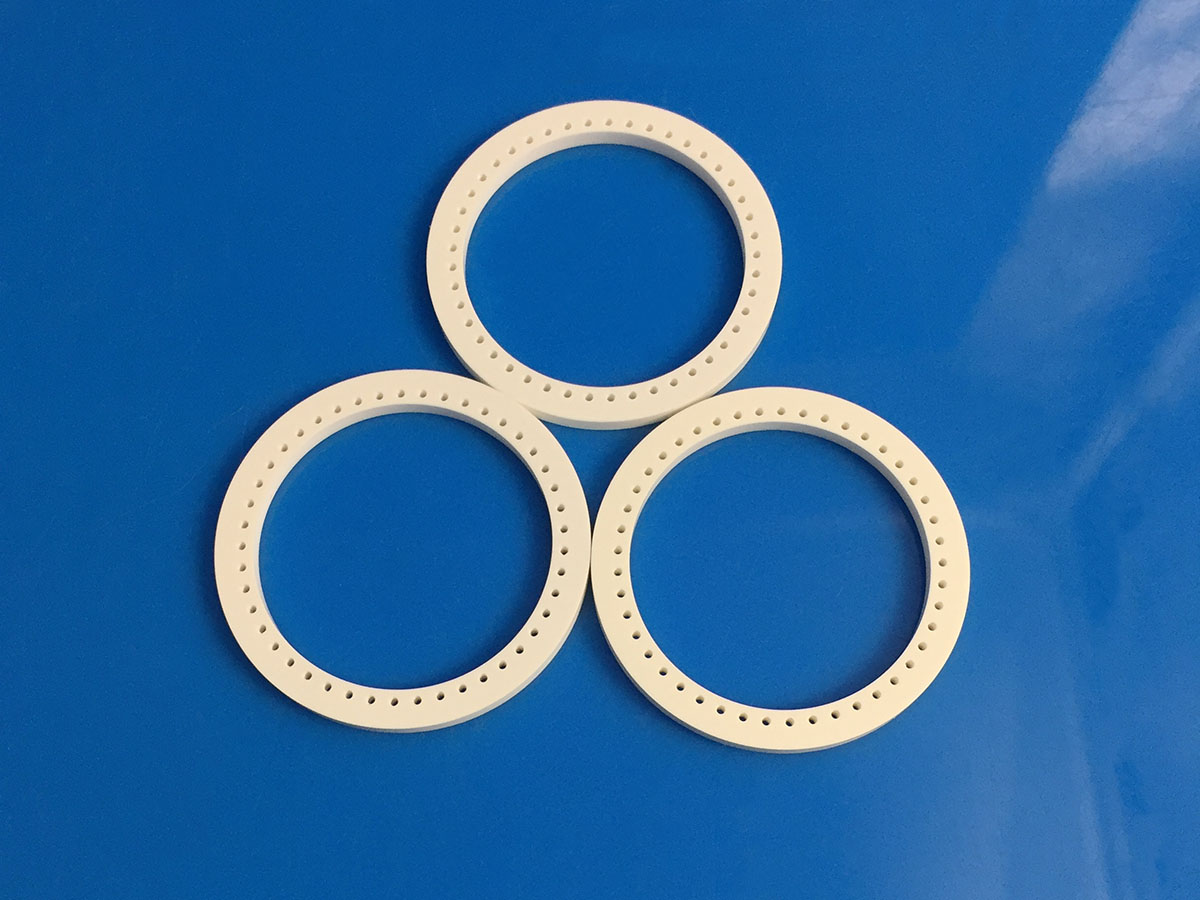
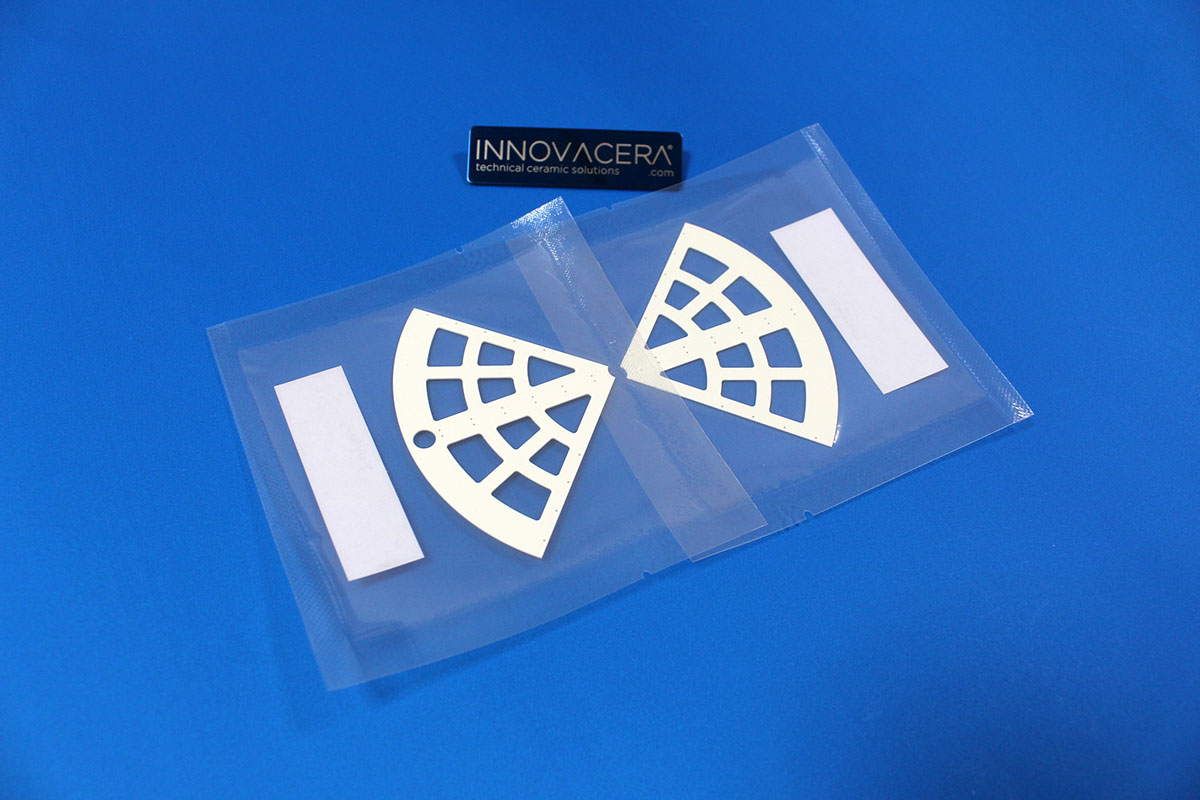
Alumina ceramic (Aluminum Oxide or Al2O3) is an excellent electrical insulator and one of the most widely used advanced ceramic materials. In addition, it is extremely resistant to wear and corrosion …

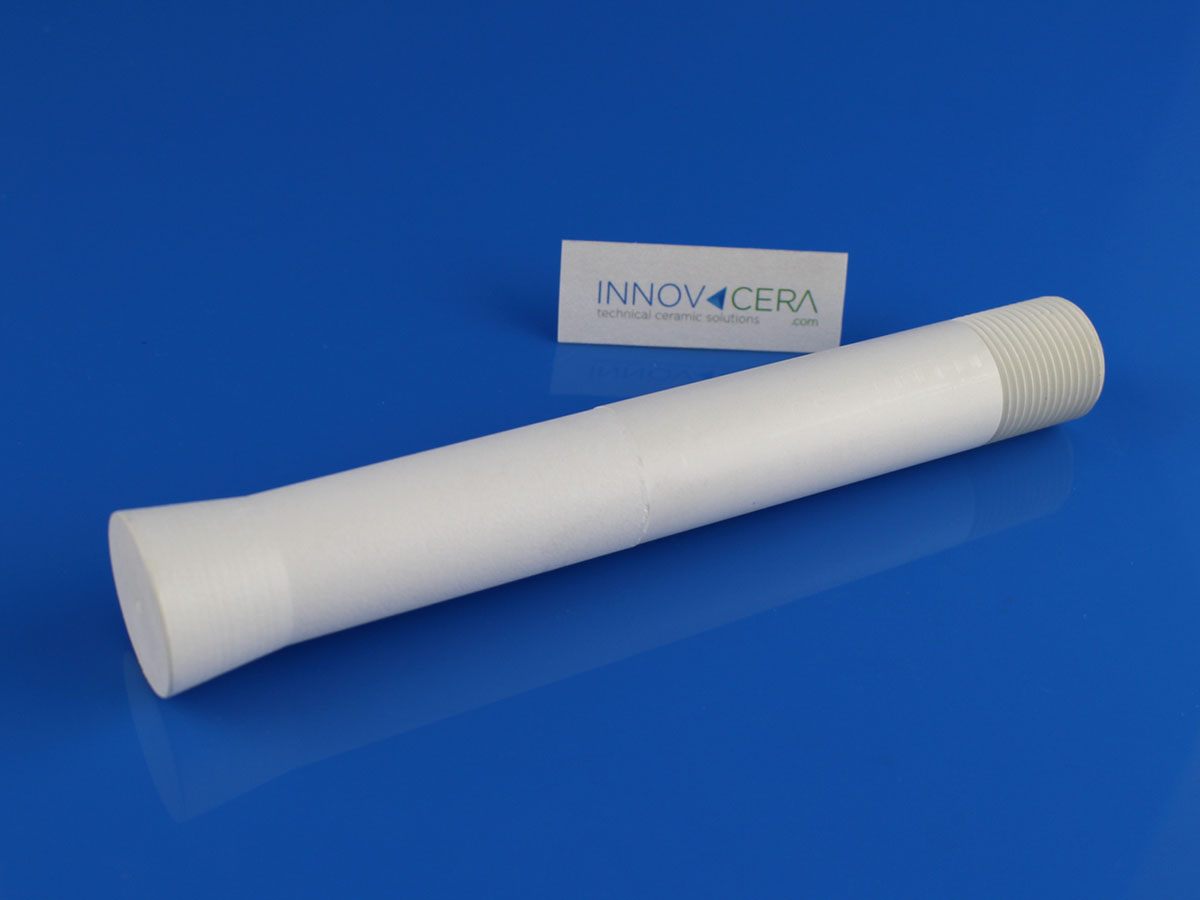
Our Pyrolytic Boron Nitride (PBN) is processed by Chemical Vapor Deposition (CVD). Performance PBN is the ideal choice for furnace, electrical, microwave, and semiconductor components.Molecular beam e…
PBN can be heated to 2300°C under ultra-high vacuum without decomposition, has high purity, more than 99.99%, does not release gas impurities and other excellent characteristics at high temperatures, …

The key material for the growth of indium phosphide (InP) is single crystal-pyrolytic boron nitride (PBN)Since 2002, scientists have jointly developed a new type of semiconductor material that can ena…
Since the 1990s, the development of soft magnetic materials has gone through a glorious page: amorphous, nanocrystalline, metallic glass soft magnetic materials, magnetic powder cores, amorphous micro…
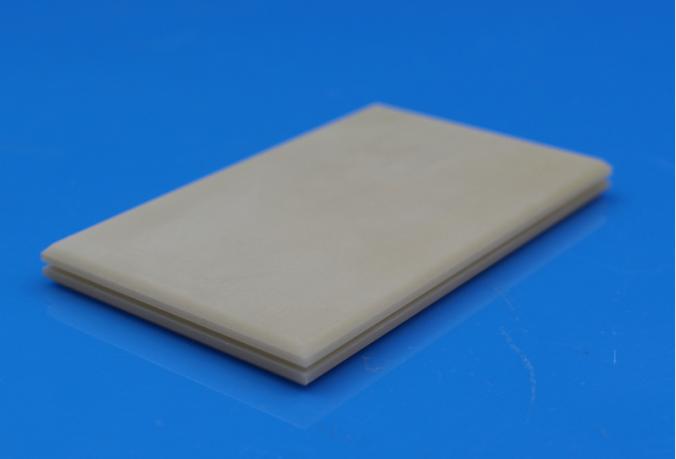
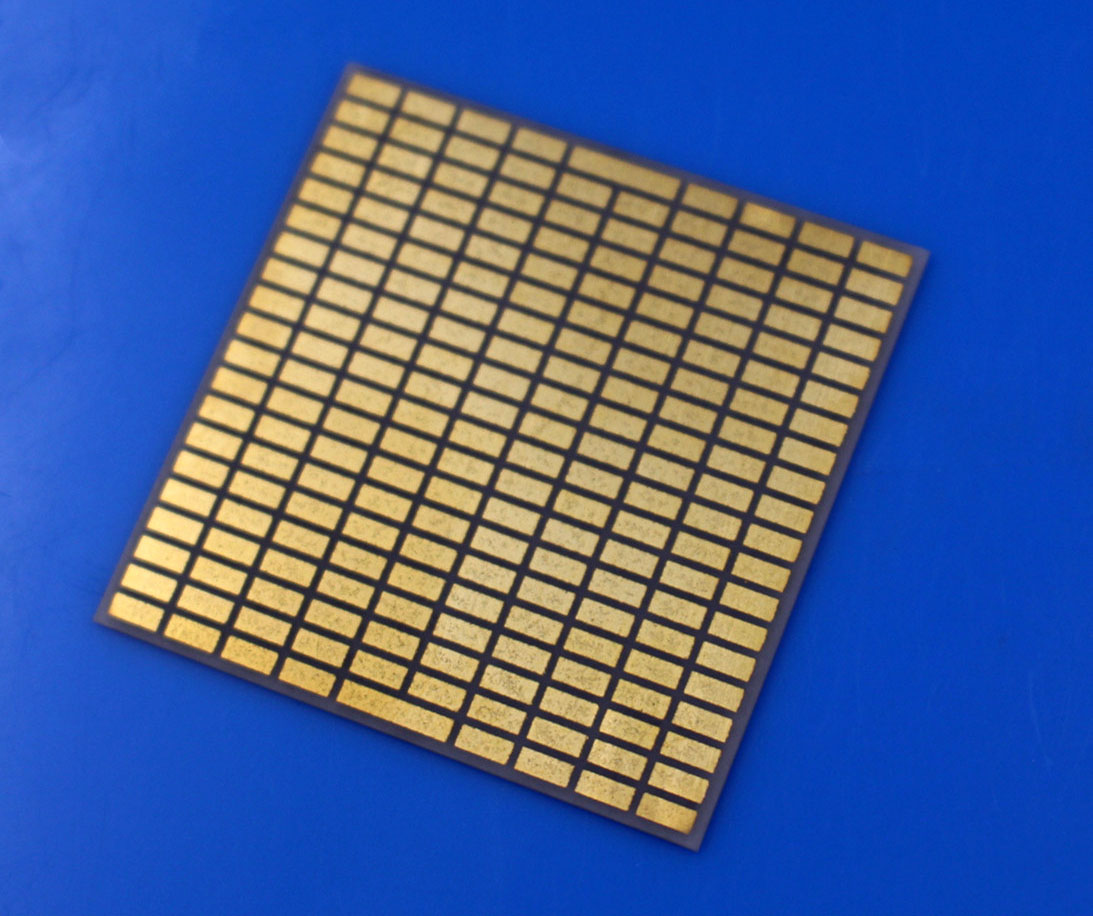
Ceramic substrates and packages are used for semiconductor packages and electronic modules, of which the speedy operation and high integration are advancing, and sensor modules, of which the high prec…
PBN as it is commonly referred to stands for Pyrolytic Boron Nitride and is produced by a process called CVD Chemical Vapour Deposition, with very good resistance to thermal shock. Our Pyrolytic Boron…
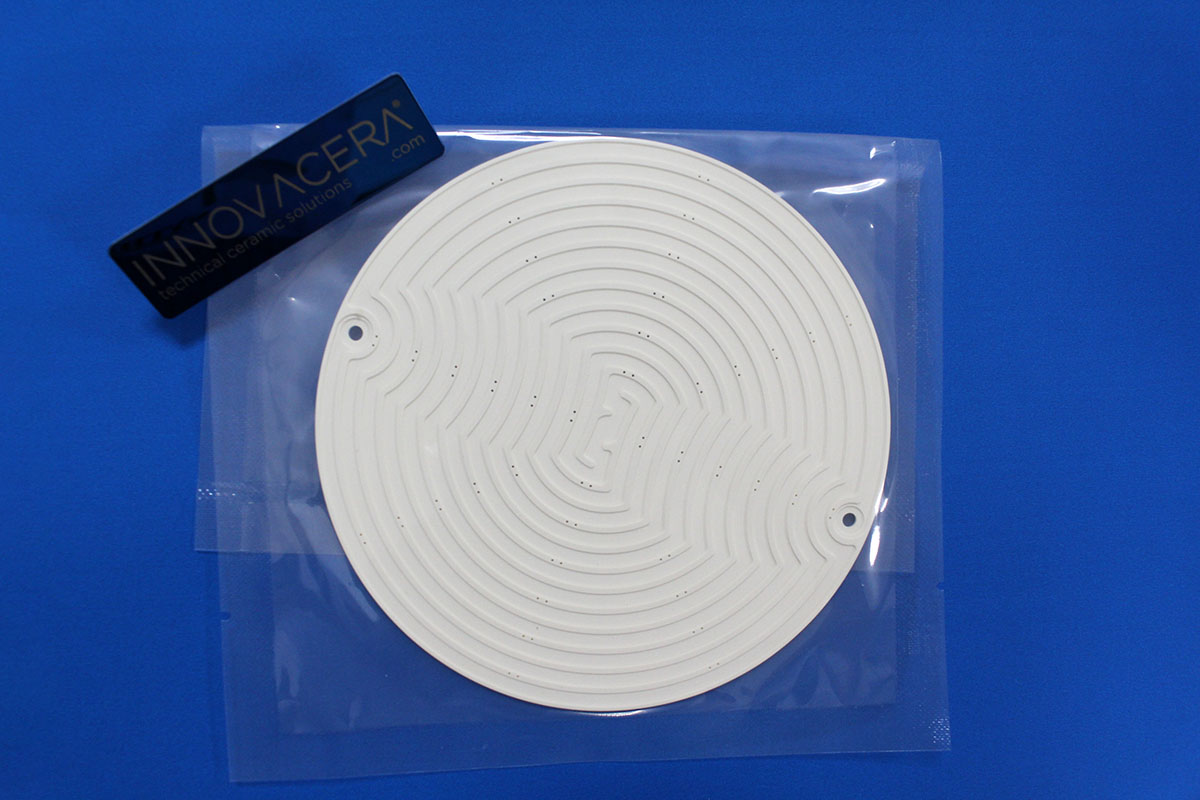
What is a VCSEL?VCSEL stands for Vertical Cavity Surface Emitting Laser, in this case, the laser resonator is aligned to the orthogonal direction with respect to the plane of the semiconductor substra…
Pyrolytic boron nitride is a grade of hexagonal boron nitride. It is produced by the chemical vapor deposition process to create its solid body and all the boron nitride crystals grow parallel to the …