
As China pushes for self-sufficiency in semiconductor technology, domestic manufacturers are striving to produce advanced ceramic heaters. Ceramic heaters are critical components in chip-making equipm…
As China pushes for self-sufficiency in semiconductor technology, domestic manufacturers are striving to produce advanced ceramic heaters. Ceramic heaters are critical components in chip-making equipm…

Mass spectrometers are used in industrial, environmental, and clinical applications to detect trace chemicals. This technique heats the ionized sample before it enters the mass spectrometer. Tradition…
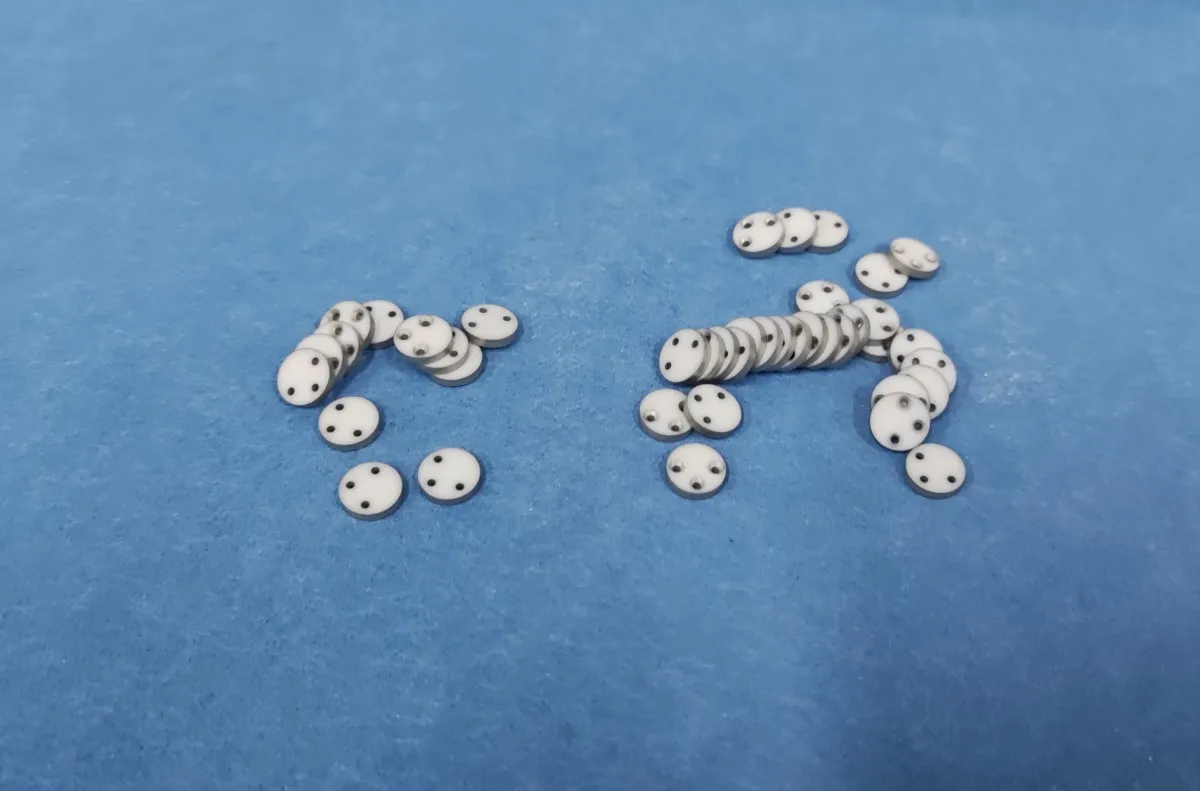
Alumina ceramic metallization discs, designed with 3 holes, were typically used in TO (Transistor Outline) packages. Providing the hermetic sealing, electrical insulation, and thermal stability in str…

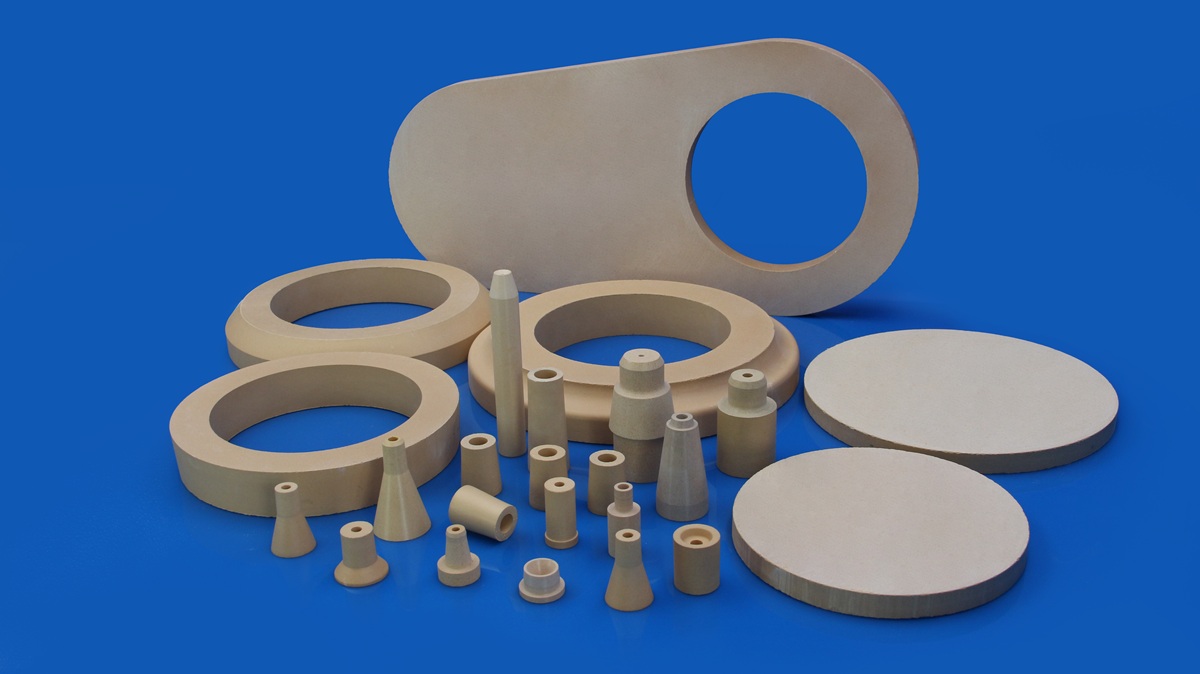
Innovacera can provide a range of crucibles for electron guns, which can also be designed and customized to meet specific needs. May I know if you have chosen the most suitable crucible for aluminum p…
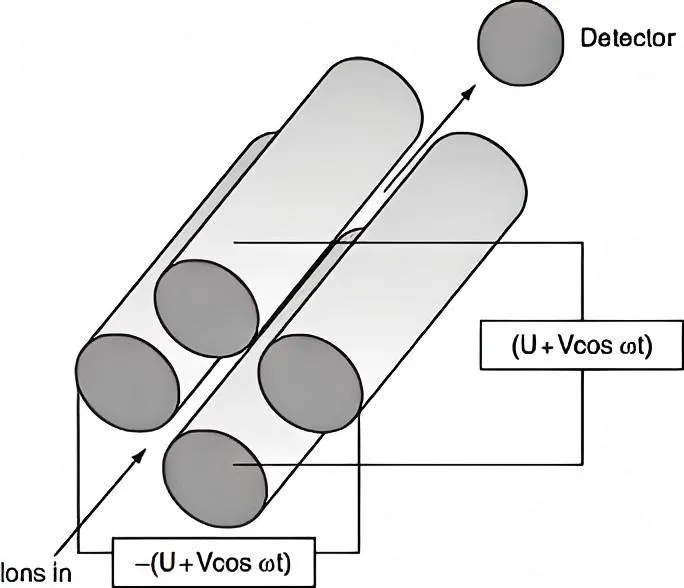
The quadrupole mass analyzer functions as a mass filter by selecting ions with a specific m/z (mass-to-charge ratio) value for analysis. Although quadrupole mass spectrometers do not match sector magn…

Gas atomization is a kind of high efficient technique to produce high-quality metal powders. It makes the metal powders with spherical shape, clean surfaces and uniform particle sizes. And gas atomiza…

Innovacera has been a supplier in the field of high-temperature boron nitride ceramics for more than 13 years. Now, with the expansion of our production area and the renewal of our hot press furnace, …
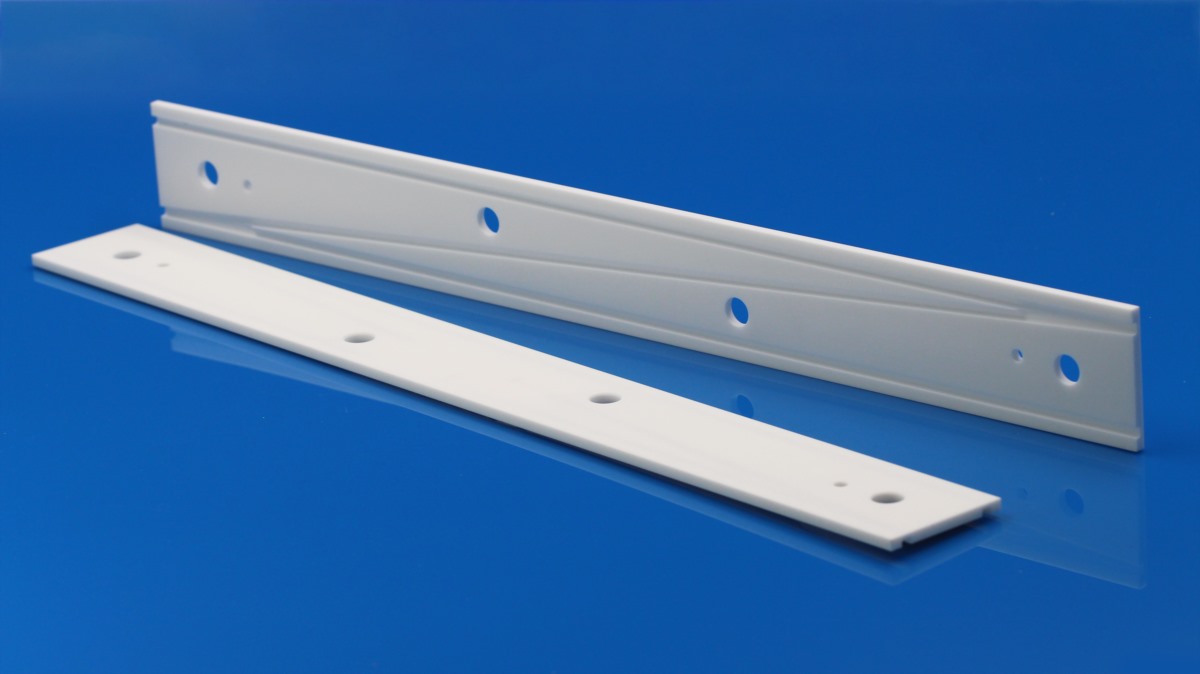
Innovacera introduces high-quality ceramic laser waveguides! Kindly note that we use state-of-the-art grinding equipment to create highly accurate grooves and complex internal structures for CO2 waveg…
In Zirconia ceramic family, there is a material can endure the high temperature 2200 degree centigrade. We call it Magnesium Stabilized Zirconia ceramic. It is a refractory material. Although 95% of t…
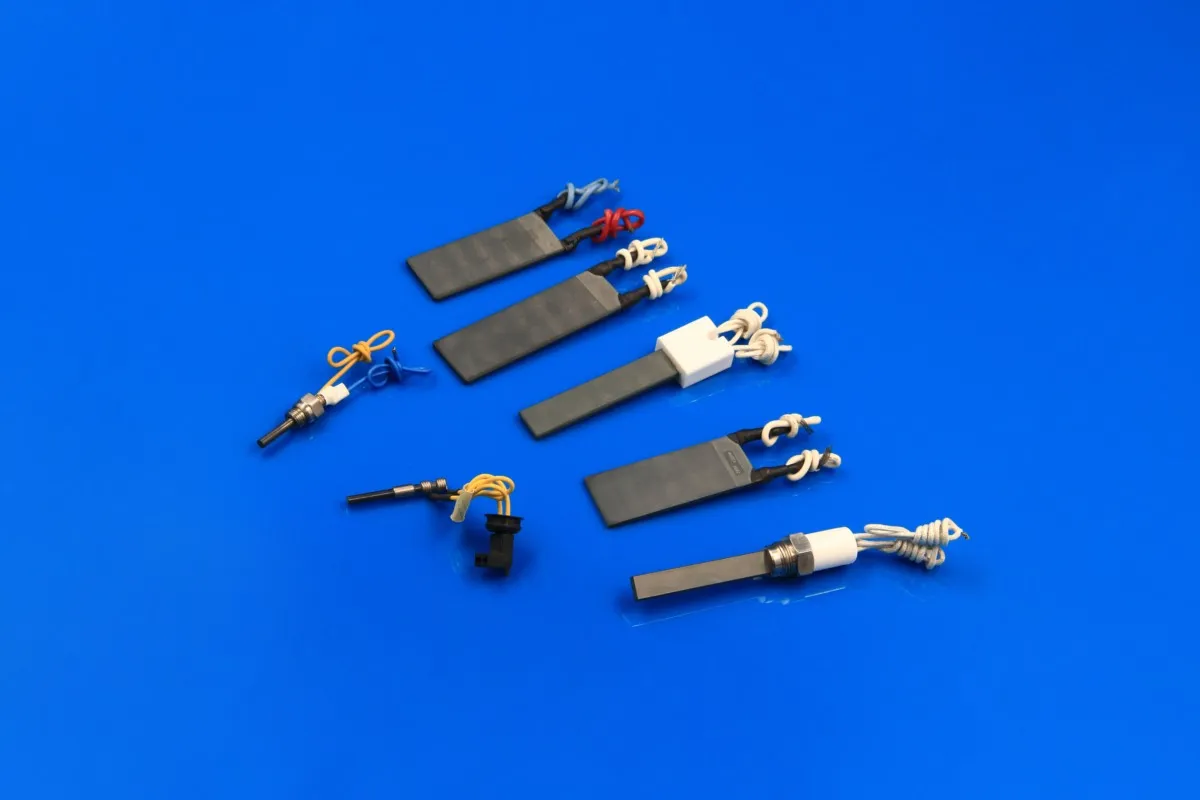
Silicon nitride (Si3N4) ceramic igniters have significant advantages over ceramic heaters, mainly reflected in their high temperature resistance, rapid heating ability and thermal stability, making th…