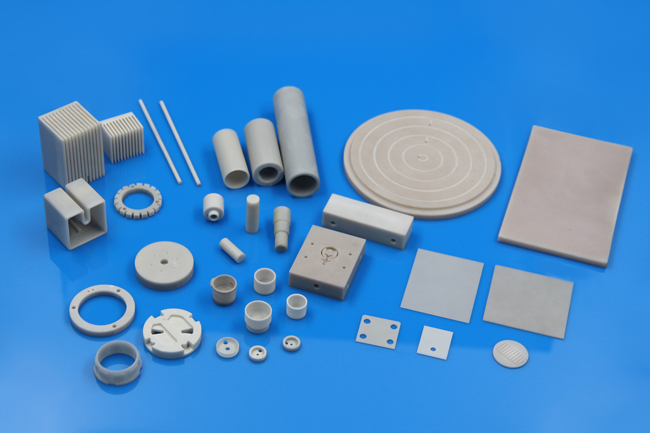
Aluminum nitride ceramics, composed mainly of aluminum nitride, possess remarkable properties such as high thermal conductivity, excellent insulation, and low dielectric constant. The crystal structur…
Aluminum nitride ceramics, composed mainly of aluminum nitride, possess remarkable properties such as high thermal conductivity, excellent insulation, and low dielectric constant. The crystal structur…

Silicon nitride ceramic glow plugs are used for diesel engine start-up preheating and ignition of various high-temperature gases. This product uses silicon nitride ceramics as the base material of the…
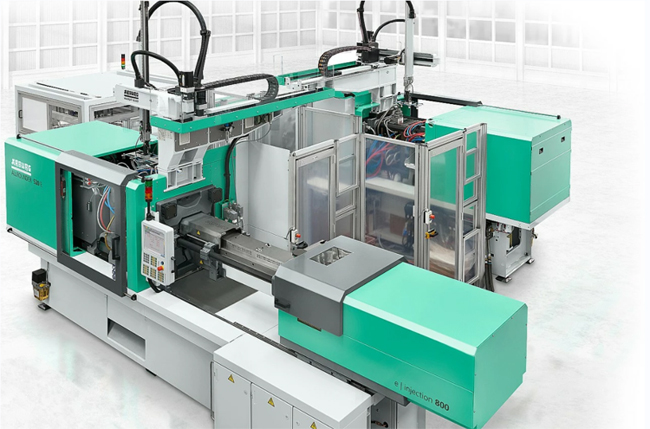
Powder Injection Molding (PIM) is a component manufacturing process focused on forming complex-shaped, high-performance components in production quantities from metals and ceramics, metal injection mo…
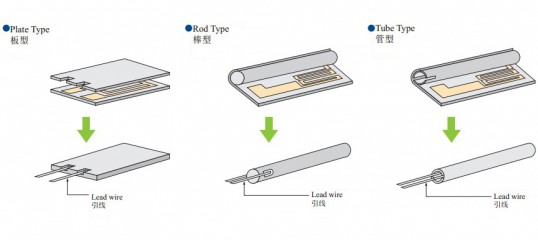
What is MCH heater?MCH heater is the abbreviation of metal ceramic heaters.It refers to a ceramic heating element in which a meta tungsten or molybdenum manganese paste is printed on a ceramic casting…

LaB6 Ceramic is an inorganic non- metallic compound composed of low-valence boron and the rare metal element lanthanum. It is a refractory ceramic that could resist high temperature and harsh environm…

Boron nitride has a wide range of applications in aerospace, helping to improve the performance, reliability and safety of aerospace vehicles.High-temperature protective coatings: Boron nitride has ex…
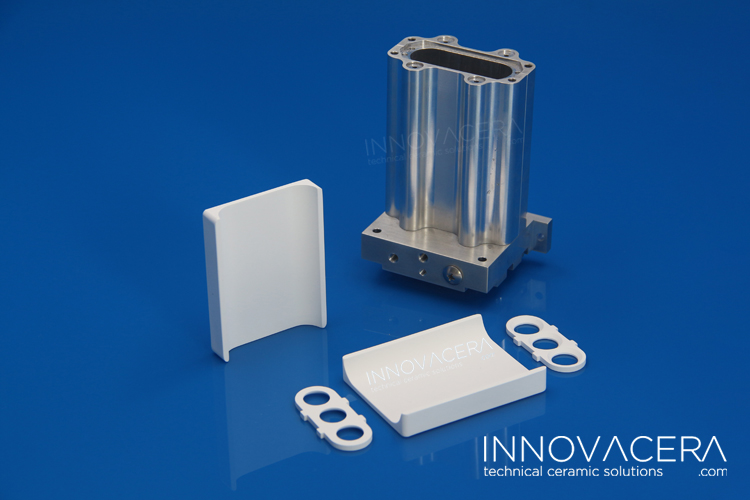
The ceramic laser cavity is a type of laser cavity made from alumina ceramic materials. It is an integral part of a laser system, creating and maintaining the lasing action. Ceramic laser reflectors a…

Technical ceramics generally have excellent corrosion resistance, this mainly depends on their chemical composition and microstructure. The chemical composition of ceramic determines the type and exte…

Innovacera’s team is at Ceramitec 2024 from April 9-12 in Mess Munchen Exhibition Center booth No.A6 145. We had an excellent first day. It is good to see the new and old business partner and friend. …

One of the main materials supplied by INNOVACERA-Boron Nitride is mainly used in refractory materials, semiconductor solid-phase doping sources, structural materials of atomic piles, packaging materia…